梯形螺纹丝杠
- 时间:2020-01-05作者:济宁利兴精密机械制造有限公司浏览:707
梯形螺纹丝杠一般比三角形丝杠螺纹的螺纹牙大,所以切削量也多,和三角形丝杠螺纹的进给方法不同。根据梯形丝杠螺纹的基本牙型,用牙底宽的矩形丝杠螺纹的车刀开始加工牙宽的矩表螺纹。
与一般的矩形丝杠螺纹相比牙底的宽度大得多,所以必须取好后角。
其次,用与梯形丝杠螺纹的基本牙型相符的车刀精加工两侧的牙侧。为了加工牙侧,梯形丝杠螺纹的牙会增大,一个车刀加工两边时受力太大,所以要一面一面地加工。
梯形丝杠螺纹怎样加工
梯形丝杠螺纹有定心度,螺纹牙大。所以要使用精度高的进给装置。机床的丝杠等机床中进给用的螺纹,几乎都是梯形丝杠螺纹。
梯形丝杠螺纹有30度梯形丝杠螺纹和29度梯形丝杠螺纹,可依次加工成规定角度。30度梯形螺纹用的螺距表示,29度梯形螺纹按照1in多少牙数来表示。
要加工梯形丝杠螺纹,先加工矩形时,要尽量做到只加工到8分的尺寸。矩形丝杠螺纹一次的进给量只能在0.05~0.1mm左右。但是沟槽较深,所以会花费很多的时间。而加工牙侧时,进给量为0.05mm,就会有30度的角度。
读出的刻度=0.05mm*cot15度
=0.05mm*3.732≈0.2mm
会产生原来的4倍的切屑量。也就是说,同样的切屑,由于螺纹升角,运动中的切削刃长度会变长,切屑就会变薄。
梯形丝杠螺纹主要用于进给装置,内螺纹基本上用于较软的非铁金属。特别是黄铜、青铜等,切屑可以很好地排出,从一开始用成形车刀直线进给即可。
梯形丝杠螺纹大多是精密螺纹,用车刀加工时要多加注意。梯形丝杠螺纹用的对刀样板,有对应各种螺距的牙型,这个对刀样板在最后确认切削刃宽时使用。
首先,把刀柄当成基准平面,以左侧面为基准,把角度规等设成正确的15度,以斜面为基准,精加工成30度。最后用对刀样板测量前端刃宽。
把指示表装到此成形的车刀的刀柄上,按照正确的端面安装,就是正确的角度了。
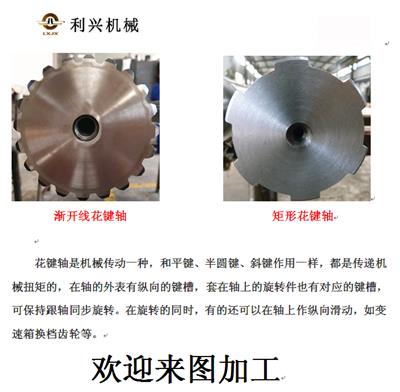
济宁利兴精密机械制造有限公司专注于直线导轨/滑块,梯形丝杠/大型丝杠,花键轴/花键套等
词条
词条说明
梯形丝杠,螺母耐用,使用时间长,都在丝杠和螺母材质和配合间隙上 丝杠,螺母材质主要技术指标 丝杠轴类材质选用 YF45Mnv钢是85Kgf/mm(785N/mm)强度级别的一切削非调质钢,其抗拉强度,疲劳性能,耐磨性能均优于传统常用的45调质钢及40Cr钢。 ”利兴“产品选用YF45Mnv钢,也可选用45#调质钢及40Cr钢。 螺母材质选用 螺母材质传统选用:锡青铜6-6-3及锡锌青铜5-5-5.
蜗杆的各部分尺寸计算 蜗杆与涡轮的齿合原理见图3-26.蜗杆,涡轮的参数和尺寸都规定在主平面内计算,(主平面就是通过蜗杆轴线的平面)。由于主平面剖面中的蜗杆相当一个齿条,涡轮相当于一个齿轮,因此,合传动时,可看作相当齿条与齿轮齿合,这样蜗杆,涡轮的参数和尺寸就可以模仿齿轮传动的参数和尺寸来计算。 蜗杆,涡轮分米制和英制两种。 1.米制蜗杆 米制蜗杆各部分尺寸计算 车削齿**圆直径Da=42mm,齿形
丝杠多线螺纹的单一中径和螺距测量 多线螺纹的螺纹升角φ较大,其计算方法与单线螺纹相同,即tanφ=Ph/(πd2)。在用光学法测量螺纹时,仪器的*显微镜立柱倾斜角度的调整和用三针法测量螺纹中径对斜位修正值的计算都要用螺纹升角进行调整和修正。 螺纹每一个螺旋线在圆柱端面的分布位置是有一定的误差的,该误差可称作“分线误差”。因此,虽然每一条螺旋线相
丝杠作为机械重要配件之一,越来越受到机械工业的关注,丝杠加工的精度是重中之重。 济宁利兴精密机械制造有限公司在丝杠加工行业已有多年的经验与业绩,深知机械设备中丝杠的重要性,尤其是丝杠(螺纹)是整部设备运行的心脏,它必须精确到0.01mm,以确保机械运行的准确性。 近期,我们投巨资和人力研发制造出旋风铣丝杠加工**车床,用来确保丝杠(螺纹)的加工精度与质量,同时也提高了生产力水平。过去,丝杠(螺纹)
联系方式 联系我时,请告知来自八方资源网!
公司名: 济宁利兴精密机械制造有限公司
联系人: 全文文
电 话: 0537-3765587
手 机: 15264783836
微 信: 15264783836
地 址: 山东济宁兖州区济宁市高新区王因镇柳沟村
邮 编: 272103
网 址: jnlxjx.cn.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 济宁利兴精密机械制造有限公司
联系人: 全文文
手 机: 15264783836
电 话: 0537-3765587
地 址: 山东济宁兖州区济宁市高新区王因镇柳沟村
邮 编: 272103
网 址: jnlxjx.cn.b2b168.com
- 相关企业
- 双瑜精密机械(苏州)有限公司
- 宝鸡恒瑞兴金属材料有限公司
- 绍兴星固机械配件有限公司
- 东莞市弘利鑫五金制品有限公司
- 昆山市安柏机械设备有限公司
- 佛山市溢信达机械有限公司
- 杭州临安红焱机械链条有限公司
- 句容市瑞特机械有限公司
- 博乐市邱氏车床加工厂
- 潍坊市坊子区宝龙机械加工厂
- 商家产品系列
- 产品推荐
- 资讯推荐


¥9.90




¥12699.00

¥10.00

¥150.00