铸铁T型槽平台外观的质量应如何要求
- 时间:2015-05-14作者:泊头市明旺量具有限公司浏览:57
铸铁T型槽平台外观的质量应如何要求
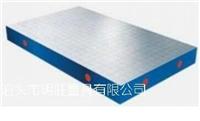
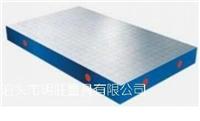
铸铁T型槽平台工作面不应有裂纹、划痕、碰伤、锈蚀、材质疏松等缺陷。后续检定的铸铁T型槽平台工作面允许有不影响使用性能的上述缺陷。**检定的铸铁T型槽平台应清除型砂且平整,无锐边毛刺,涂漆牢固。 铸铁T型槽平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应低于周围材料的硬度。工作面堵塞的砂孔应不多于4个,砂孔之间的距离不小于80mm。铸铁T型槽平台应无磁。
泊头市明旺量具有限公司专注于铸铁工作台,铸铁平台,划线平台,焊接平台,T型槽平台,地轨等
词条
词条说明
铸铁T型槽平台安装方法之三: 1、地锚器安装:铸铁T型槽平台可以设计地锚器安装,首先用户根据铸铁T型槽平台的图纸做好地基和预埋孔,然后把地锚器放到提前设置的预留孔里,将铸铁T型槽平台调整水平。 2、垫铁安装:铸铁T型槽平台调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁平台采用垫铁安装的优点,安装快捷、移动方便。 3、地脚螺栓安
铸铁平板铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,
涂装工艺是对铸铁平板平台表面生锈处理很好的办法,涂装前要对铸铁平板进行查验,对外表凹凸不平处要操纵工具举行修整,外表的污物要予以消除。为防止铸铁平板经过加工的表面生锈 经过机械加工后的铸铁平板涂漆前必需用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保完全消除外表的油污和其他污物。事实上涂装工艺底漆刷涂或喷、浸要匀称,底漆在操纵前必须冲浴搅拌匀称,浓缩至适当的粘度再举行涂抹。填充铸件凸起的地方要根据
T型槽平板(T型槽平台)的质量检测: 1、T型槽平板(T型槽平台)工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷.2、铸铁平板(T型槽平台)工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷.各种铸造表面应清除型砂、且表面平整,涂漆牢固.各棱边应修钝.在精度等级低于"00"级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度.在工作面上堵塞的部位
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市明旺量具有限公司
联系人: 颜爱青
电 话: 0317-8326905
手 机: 18733065902
微 信: 18733065902
地 址: 河北沧州泊头市泊头市交河开发区
邮 编: 062150
网 址: btmwlj.cn.b2b168.com
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 泊头市明旺量具有限公司
联系人: 颜爱青
手 机: 18733065902
电 话: 0317-8326905
地 址: 河北沧州泊头市泊头市交河开发区
邮 编: 062150
网 址: btmwlj.cn.b2b168.com
- 相关企业
- 德州道隆机床设备有限公司
- 德州善通机械制造有限公司
- 诸暨市艾吏特机床有限公司
- 衡阳金灿机械有限公司
- 苏州夏米尔机械制造有限公司
- 章丘市刁镇致会镗床加工厂
- 沈阳市钻镗床部件加工厂
- 沈阳丰宝钻镗床液压件厂
- 德州广合机床有限公司
- 陕西天寰机械制造有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥9999.90





¥5000.00
¥498000.00


¥100000.00

¥1500000.00









