铸铁平台焊接平台明旺综合介绍技术方面的知识
- 时间:2016-07-30作者:泊头市明旺量具有限公司浏览:72
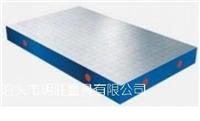
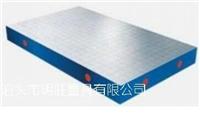
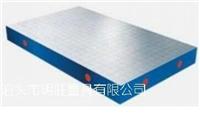
铸铁平台焊接平台明旺综合介绍技术方面的知识 1. 平台安装后应能达到:全长范围平面度不大于2.0mm,水平度0.2mm/m,全平台范围能可靠接地。 2.材料:HT250。铸件用化学成分S<0.12%,P<0.15%。并需孕育处理。 3.平台采用M24地脚螺栓安装固紧、M24调整螺钉调平。 4.平台为加强型,内筋厚度不小于50mm。 5.平台间用连接器连接,T型槽按GB158标准制造,宽度及间距见图纸。 6.平台加工面粗糙度6.3。平台精度按3级要求制造。平台图纸标注形位公差。 7. 平台应方便的进行二次灌浆,二次灌浆应全范围充满内腔。 8.铸件几何形状平整规则;整体结构合理,加强筋厚度均匀一致。 9. 铸件应进行二次时效处理,其中毛坯成型后一次人工时效处理、粗刨后一次自然时效处理,自然时效时间为4个月,保证消除内应力,长期使用不变形泊头市明旺量具有限公司新能源实验室铁地板
泊头市明旺量具有限公司专注于铸铁工作台,铸铁平台,划线平台,焊接平台,T型槽平台,地轨等
词条
词条说明
①T型槽平台工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。 ②T型槽平台的表面应清除型砂且平整,涂漆牢固。 ③精度等级为0级-3级的T型槽平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。 ④T型槽平台应采用优质细密的灰口铸铁或合金等材料制造,其工作面硬度应达到17
1、铸铁平板平板工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷. 2、铸铁平板平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷.各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝. 3、在铸铁平板平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔.设置吊装位置时应考虑尽量减少因吊装而引起的变形. 4、铸铁平板平板应经稳定性处理和去磁. 5、铸铁平板平板工作
涂装工艺是对铸铁平板平台表面生锈处理很好的办法,涂装前要对铸铁平板进行查验,对外表凹凸不平处要操纵工具举行修整,外表的污物要予以消除。为防止铸铁平板经过加工的表面生锈 经过机械加工后的铸铁平板涂漆前必需用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保完全消除外表的油污和其他污物。事实上涂装工艺底漆刷涂或喷、浸要匀称,底漆在操纵前必须冲浴搅拌匀称,浓缩至适当的粘度再举行涂抹。填充铸件凸起的地方要根据
消失模铸造中,塌箱缺陷是一类较为常见的消失模铸件缺陷,该缺陷往往发生在大件(大的铸铁平板消失模更**)或者是内腔封闭、半封闭件的生产中,从整个消失模铸造流程角度来看,该缺陷一般多发生在浇注或者凝固环节。 塌箱缺陷有时也被称为塌型缺陷或者铸型溃散,随着消失模铸造工艺应用的日趋成熟,有关塌箱缺陷的情况分析和防治办法已经有了相对详尽的研究结果,研究结果证实,塌箱缺陷的出现并非单方面的,下面就塌箱缺陷的发
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市明旺量具有限公司
联系人: 颜爱青
电 话: 0317-8326905
手 机: 18733065902
微 信: 18733065902
地 址: 河北沧州泊头市泊头市交河开发区
邮 编: 062150
网 址: btmwlj.cn.b2b168.com




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 泊头市明旺量具有限公司
联系人: 颜爱青
手 机: 18733065902
电 话: 0317-8326905
地 址: 河北沧州泊头市泊头市交河开发区
邮 编: 062150
网 址: btmwlj.cn.b2b168.com
- 相关企业
- 德州道隆机床设备有限公司
- 德州善通机械制造有限公司
- 诸暨市艾吏特机床有限公司
- 衡阳金灿机械有限公司
- 苏州夏米尔机械制造有限公司
- 章丘市刁镇致会镗床加工厂
- 沈阳市钻镗床部件加工厂
- 沈阳丰宝钻镗床液压件厂
- 德州广合机床有限公司
- 陕西天寰机械制造有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥9999.90




¥5000.00
¥498000.00


¥100000.00

¥1500000.00








