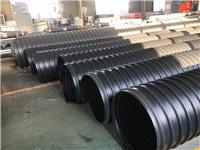
Hdpe波纹管的生产操作规范
- 时间:2018-07-13作者:洛阳国润新材料科技股份有限公司浏览:69
1、上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得**过80度。 2、开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。?? 3、当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。? 4、启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍微拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。 生产中随时观察挤出机的原料供给,谨防断料。?? 5、当机头模口开始出料时,应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。?? 6、出料均匀后清除模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。?? 7、点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。?? 8、成型机调整到位后,启动真空泵,打开**段真空。启动成型机使模块运转。启动正常充气,快速充气。?? 9、启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。?? 10、管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。?? 11、管材通过喷淋冷却槽,启动水泵电机,对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。? 12、分别启动切割机、堆放机进行切割和堆放。 ? 停机操作 1、停止加热?? 2、首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。? 3、停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。? 4、停止各部冷却。?? 5、切断各设备电源、水源、压缩空气。? 6、清理现场。? ? 停机的处理 1、如遇HDPE双壁波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。? 2、遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大事故时,应立即切断总电源。? ? 操作注意事项 1、严禁金属块及其他硬质杂物混入物料中。?? 2、加料座表面温度不宜过高,**过去50时应适当加大冷却水管供水量。?? 3、未切断加热电源,严禁打开机筒上罩。? 4、严禁用湿手操作电器开关。? 5、严禁加热不充分提前开车。? 6、生产时必须先启动成型机,然后启动挤出机,根据管材状况调节挤出螺杆转速;停机时则相反。?? 7、成型机润滑系统应及时注油,严禁无油运行,经常检查润滑油路,不得堵塞。?? 8、保持模块的清洁,及时清理生夹缝中的灰尘、油污,保持畅通。
洛阳国润新材料科技股份有限公司专注于波纹管,螺旋管,钢带增强PE螺旋波纹管,排水排污管,通风等
词条
词条说明
各位新老客户,你们好!非常感谢各位客户长期以来对我公司的支持与鼓励,我公司将以更优质的产品、更周到的服务来回报客户。 国润新材作为业内*的塑料管道生产厂家,对塑料管道行业2018年报告进行整合,供大家一起分享行业发展趋势,了解管道行业新动向、新方向,供各管道企业参考。 一、管道行业需努力的方向 塑料管道行业要加快科技创新和技术进步,加强行业自律,提高行业的整体水平和综合竞争能力。 近年,虽然宏
1、上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得**过80度。 2、开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。?? 3、当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。? 4、启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍微拨开料斗插板,缓
品质好的给水管可以很好的区分开来,所以我们一定需要掌握一些有效的鉴别的方法。随着现在给水管管材在市场上应用的广泛,很多给水管管材管件厂家生产的材料不合格,对消费者造成不必要的影响,下面就为大家介绍关于辨别给水管管材好坏的方法。 (1) 先看表面光洁度,以及白度,拿样品摔,容易摔碎者一般是高钙产品,当然要符合你们的要求价格合适的话是可以的,拿样品用脚踩管材的边,看看是否能裂开,或者裂开后的断裂伸长
天气热了,公司安排电商部全体员工放假一天并出资组织我们泡温泉。
联系方式 联系我时,请告知来自八方资源网!
公司名: 洛阳国润新材料科技股份有限公司
联系人: 张艳茹
电 话: 0379-60692520
手 机: 15237990070
微 信: 15237990070
地 址: 河南洛阳孟津县洛阳飞机场工业园区创业大道1号
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 苏州创昱轩塑胶原料有限公司
- 厦门佰氟达科技有限公司
- 深圳市瑞海发贸易有限公司
- 东莞市森琳新材料有限公司
- 惠州市惠阳区新圩塑兴富塑胶经营部
- 广东盛产石化股份有限公司
- 东莞市科一塑料制品有限公司
- 四川腾煜高分子材料有限公司
- 深圳市百谷新材料科技有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐







¥490.00


¥23.00












