MES系统软件深入应用的问题解析
- 时间:2018-12-19作者:杭州匠兴科技有限公司浏览:88
杭州匠兴科技有限公司专注于MDC系统,数据采集系统,MDC数据采集系统,MES系统,车间电子看板系统等
词条
词条说明
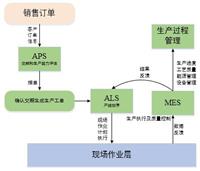
随着公司高速发展,原有的计算机系统的模块功能比较少,系统漏洞多,已不适应公司设备管理的需求。为了提升设备管理水平,加强企业运营管理,应当全面引入 MES系统 以提升设备管理水平。 MES系统生产设备管理模块 MES系统生产设备管理模块功能介绍 MES系统生产设备管理模块功能的组成 1、MES系统生产设备管理模块设备信息管理 建立企业各种设备信息增加,修改,删除,查询等操作,通过规范的编码体系,进行
看板管理系统 是丰田生产模式中的重要概念,指为了达到准时生产方式(JIT)控制现场生产流程的工具,其信息主要包括:零件号码、品名、制造编号、容器形式、容器容量、发出看板编号、移往地点、零件外观等。看板较初是丰田汽车公司于20世纪50年代从**级市场的运行机制中得到启示,作为一种生产、运送指令的传递工具而被创造出来的。经过近50年的发展和完善,目前已经在很多方面都发挥着重要的机能作用。 看板管理系统
1、引言 设备是企业进行生产的主要物质基础,企业的生产率、产品质量、生产成本都与设备的技术水平密切相关。科学而有效的设备管理方法,一直是企业追求的目标。随着企业信息化的不断发展,设备管理系统的应用已经成为企业设备管理的有效手段之一。 MES系统 软件下的设备管理系统由于具有实时、快速、可追溯性等特点,在企业设备管理中凸显优势。 MES系统软件 2 纺织企业设备管理现状分析 纺织企业的设备主要包括生
电子看板系统 中看板有若干种类,因而看板的使用方法也不尽相同。如果不周密的制定看板的使用方法,生产就无法正常进行,我们从看板的使用方法上可以进一步领会JIT生产方式的*特性。在使用看板时,每一个传送看板只对应一种零部件,每种零部件总是存放在规定的、相应的容器内。因此,每个传送看板对应的容器也是一定的。 电子看板系统 1、电子看板系统中工序内看板的使用方法 工序内看板的使用方法中*重要的一点是看板
联系方式 联系我时,请告知来自八方资源网!
公司名: 杭州匠兴科技有限公司
联系人: 王春
电 话: 2074344450@qq.com
手 机: 17746833083
微 信: 17746833083
地 址: 浙江杭州萧山区闻堰街道时代大道4887号湘湖科创园一号楼407室
邮 编:
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 杭州匠兴科技有限公司
联系人: 王春
手 机: 17746833083
电 话: 2074344450@qq.com
地 址: 浙江杭州萧山区闻堰街道时代大道4887号湘湖科创园一号楼407室
邮 编:
- 相关企业
- 上海世铖商务咨询有限公司
- 深圳市博邦企业管理咨询有限公司
- 北京中航信柏润科技有限公司
- 北京曼莫尔企业管理顾问有限责任公司
- 企信邦(深圳)知识产权咨询中心
- 吉安市吉州区魔法山文化传播有限公司
- 吉安市吉州区优尼可文化传播有限公司
- 安徽鸿创信息科技有限公司
- 合肥韬宝企业管理顾问有限公司
- 徐州中豪纺织有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐








中国yiner果泥市场投资策略及发展前景预测报告2020年版
¥7000.00












