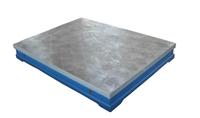
铸铁平台的平面度精准需要具备哪些要求
- 时间:2020-01-05作者:泊头市佳鑫重工机械制造有限公司浏览:253
焊接平台 铸铁平台专业生产厂家 1米2米3米4米5米6米铸铁焊接平台平板 T型槽装配平台 电机动力试验平台 试验铸铁地板年供应青岛、无锡、温州、宁波、佛山、大连、济南、哈尔滨、长春、郑州、长沙、福州、银川、西宁、海口、洛阳、南通、常州、徐州、潍坊、淄博、绍兴、温州、台州、大庆、鞍山、中山、珠海、汕头、吉林、柳州、滨州、泰安、湖州、嘉兴、金华、泰州、镇江、盐城、扬州、桂林、惠州、湛江、江门、茂名、株洲、岳阳、衡阳、宝鸡、宜昌、襄樊、开封、许昌、平顶山、赣州、九江、芜湖、绵阳 铸铁平台一定要有精准的平面度,要想有精准的平面度必须具备一以下几个条件: 一、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。 二、材质要求:高强度铸铁HT200-300,硬度:HB170-240。 三、人工退火:在回火窑经过600-700度高温退火时效处理。 四、自然时效:按国标标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在国际上已普遍使用。 五、沙眼与气孔:0级与1级平台不允许有气孔与沙眼,2级和3级可以用与平台同材质固体填充气孔沙眼。注意:填充物的的硬度一定要低于平台本身的硬度。 六、铲刮工艺:人工铲刮在铸铁平台加工过程中是较重要的工艺,它决定了铸铁平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。 七、清砂与涂漆:平台底面清砂要彻底,干净且喷涂红色防锈漆。侧面要平整后再涂漆,一般涂篮漆或绿漆。 八、包装要求:主要是木质包装,尽量选用厚质木材覆盖平台上工作面,必要时做全封闭包装。包装前平台工作面防锈措施一定要做好。 九、运输要求、在平台装车后,检查是否有悬空,如有悬空要垫实,避免振动。平台不要摞放过高以免挤压变形。 十、 配件选择:主要是支架选择,支架用材为壁厚1.5-2mm的方钢和角铁,焊接密度和结构要合理,调节螺栓要旋转通畅。 十一、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮修复。 十二、正确使用:铸铁平台在调试完成后即可使用,室温控制在20±5℃使,在台面上检测工件要轻放轻挪,不要集中使用一个区域,尽量均匀使用整个铸铁平台的有效面积。
泊头市佳鑫重工机械制造有限公司专注于铸铁平台,焊接平台,机床铸件等
词条
词条说明
铸铁平台的使用要求: 1. 铸铁平台在使用前应当做水平调整处理,调整工具多为调整垫铁或平台支架。 2. 在功件与平台放置时,因轻放,避免焊接件与台面发生较大的碰撞。 3. 工作完毕后,应对台面上的焊渣,或其他焊接残留物进行清理。 4. 铸铁平台应做好搭铁处理。铸铁焊接平台规格: ①1000mm×1000mm-------------1500mm×2500mm(本规格适用于人工刮研平板)精度为1级、
机床床身铸造方法选择的原则: 1 **采用砂型铸造,原因是砂型铸造比其它铸造方法成本低、生产工艺机械化、生产周期不长。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂铸造的铸件重量可从几公斤到几十公斤,重达几十吨铸件多用粘土干型生产。 2机床床身铸造方法应和生产批量相适应。低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以适合批量生产。 铸件的清理工艺流程为
机床床身的铸造是一种非常古老的生产方法,在我国可以追溯到6000年前。随着工业技术的发展,铸大型铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。铸造技术的发展也很迅速,特别是19世纪末和20世纪上半叶,出现了很多的新的铸造方法,如低压铸造、陶瓷铸造、连续铸造等,在20世纪下半叶得到完善和实用化。 铸造工艺可分为砂型铸造工艺和特种铸造工艺。特种铸造工艺有离心铸造,低压铸造,
采购1米2米3米4米5米铸铁平台平板,焊接平台平板时应该注意事项 1、铸铁平台图纸设计是否合理 铸铁平台图纸设计要根据客户需求进行设计,依据铸铁平台标准GB/T22095-2008,主要包括外形尺寸、承重大小、工作面T型槽尺寸、工作面精度等,外形尺寸越大,铸铁平台总体高度就越高 2、铸造方法 铸铁平台毛坯铸造分为树脂砂造型和水泥沙造型,现在大型铸铁件一般采用这两种造型方法,均为消失模铸造,一般批量
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市佳鑫重工机械制造有限公司
联系人: 董金伟
电 话: 15128767373
手 机: 15128767373
微 信: 15128767373
地 址: 河北沧州泊头市封屯开发区
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 天津桂量量具刃具有限公司
- 合肥汇友机械贸易有限公司
- 厦门友松贸易有限公司
- 长春市韩宇精密工具有限公司
- 无锡天平工量具有限责任公司
- 南京海湫机械有限公司
- 洛阳思卓机械有限公司
- 商丘金豫达工量具有限公司
- 无锡佳世合科技有限公司
- 靖江市傲马量仪有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥6211.00




¥1200.00
¥230.00

¥100.00








