铸铁与铁焊接用什么焊条
- 时间:2020-01-05作者:威欧丁(天津)焊接技术有限公司浏览:890
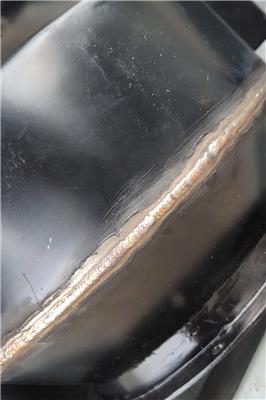
铸铁与铁的焊接是两种含碳量完全不同的两种材质的焊接,这种应用我们多运用在用铁板,也就是碳钢板在铸铁设备的强受力部位做加强焊接,只有可以接近甚至是达到碳钢板强度的高抗裂性能铸铁焊条才可以焊接,从强度级别上来说对于碳钢是就低原则,对于铸铁焊接是就高,这样的铸铁焊条WE777在铸铁设备的抢修中运用的比较多,比如高强度的断裂或者裂纹部位,将裂纹坡口填充焊接后,在外围用碳钢辅助加。

焊条:焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。根据不同情况,电焊条有不同的分类,而按性能分类的焊条,都是根据其特殊使用性能而制造的焊条,如低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
威欧丁(天津)焊接技术有限公司专注于WEWELDING,威欧丁等, 欢迎致电 18722280606
词条
词条说明
铜与铁异种金属焊接方式火焰钎焊,如果是薄壁管接头焊接,从操作难易程度及成本上看有以下几种焊接材料威欧丁201气焊黄铜焊丝配威欧丁201-F:适合冰箱铜铁管接头的焊接使用,工作熔点比较高,必须使用氧气焊炬加热,对焊工的操作手法要求高,费用低,相比于气焊黄铜焊丝焊接,性价比上可以使用低银含量的威欧丁202A焊丝配合201-F助焊膏,工作温度及焊丝流动性及操作要简单很多,成本适中,大多数师傅会使用此种焊
黄铜与不锈钢焊接、紫铜与不锈钢焊接考虑的常见因素有焊接强度、(耐压)密封、温度等影响条件1.如果是零件小产品,强度要求不高,耐压一二公斤或者没有密封要求的,可以选用低温250度的不锈钢焊丝威欧丁88C配合88C-F助焊剂使用火焰加热焊接注意事项:利用一切可利用热源将母体焊接部位加热到250度左右,依靠母体热传导熔融焊丝成型,成型过程时刻保持有WEWELDING88C-F助焊剂作用的前提下工作(过程
铸铁的焊接方法有三种:1、热焊法焊前把铸件预热到600~700℃,焊接过程保持在400℃以上,焊后缓慢冷却至室温。采用热焊法可有效减小焊接接头的温差,从而减小应力,同时还可以改善铸件的塑性,防止出现白口组织和裂纹。2、冷焊法焊前不对工件进行预热,或预热温度不过300℃。常用焊条电弧焊进行铸铁冷焊,根据铸铁工件的要求,可选用不同的铸铁焊条。如补焊一般灰铸铁零件非加工面选用Z100焊条。3、加热减应
前言:WEWELDING777是美国进口特种铸铁焊条,设计用于焊接修复,焊接抢修的特种焊条,可以解决各类铸铁的焊接包括球铁,灰铁,杂铸铁,甚Cr铸铁,可以解决铸铁与钢的异种焊接 。材料属于美国R&D工业公司进口的WEWELDING焊条,性能要比Z308 ,Z408好!WEWELDING777使用焊接方法是冷焊工艺,不要做焊前预热和焊后保温。1、焊前有必要做适当的表面清理,焊接接头斜切成一个
联系方式 联系我时,请告知来自八方资源网!
公司名: 威欧丁(天津)焊接技术有限公司
联系人: 王伟
电 话: 022-28196887
手 机: 18722280606
微 信: 18722280606
地 址: 天津东丽大毕庄跃进路锦宇实业院内威欧丁焊接
邮 编:
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 深圳市俊基瑞祥科技有限公司
- 南通纳思检测认证有限公司
- 河南云峥焊接材料有限公司
- 深圳市宝安区创兴焊接材料商行
- 广州市天河区黄村品璨焊接材料经营部
- 天津麦格纳焊接技术有限公司
- 河北鑫铮科技有限公司
- 江苏火特标牌制作有限公司
- 日照哈顿特种焊材有限公司
- 烟台艾邦电子材料有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐







¥6.50