数控车刀的车出来木头的圆弧性
- 时间:2020-01-05作者:深圳市精工研木工刀具有限公司浏览:119
木旋与其说是一门技术,不如说是一门艺术。**木料的材质、纤维肌理、硬度等物理特性千差万别。即使同一块木料的相邻部位,其物理特性也可能有巨大的差别,所以要创作一件**的木旋作品,操作者通过眼睛、耳朵和双手与旋转的木料进行不间断的交流,使用手中的车刀与木料进行微妙而动态的持续对话,从而将木料制作成心中想象的形状。
因此,传统的木旋技艺对操作者的技术和艺术水平要求都较高。而且操作者的劳动强度较大,制品加工效率较低。实践证明,数控加工技术在降低劳动强度、提高加工精度和加工效率等方面体现出**优势。对于大多数的木制品加工,除了个别部位及其工艺环节需要手工外,大多数可依靠数控加工技术完成。然而,针对木材、塑料等软质非金属材料车削加工的可更换机夹数控刀具,特别是易切削、低成本、**命的车削刀具研发较少
14、机床检修切掉外部电源。电源输入端必须有人值守。机床的检修必须由专业持证电工操作,盲目的实验性的检修可能会导致故障面积扩大或事故,给以后的正式检修造成更大的麻烦。
数控木工车床的寿命长短除了商品自身的质量问题,后期的保养跟正确使用也十分的主要。下面数控木工机械为大家详细介绍一下。 数控木工车床的正确使用方法
1、设备所需电源为稳定(电压波动±2.5%之间)的380V三相四线(包括零线)电源,引入电源单根截面积不得低于2平方毫米。电源压接处一定要紧固无松动,否则接口处电阻过高引起发热,易导致电源线烧坏,甚至烧坏内部电器件!电源引入口为左下角接线端子。
2、设备附近应保持干燥无腐蚀气体及其它腐蚀物。设备不得处于潮湿环境当中。环境温度≤50℃。(步进电机温开≤100℃属正常现象。)
3、高频,高压电信号对控制电路有强烈干扰,并较可能导致驱动器的损坏,请不要将电箱靠近有高频干扰的设备。
4、为了屏蔽干扰和安全**应确保接牢固地线,不可靠接地,容易造成人身伤害和机械不正常工作。
5、本机使用气源压力范围:0.4 -- 0.8 Mpa (方6公分以下小立柱加工之前应气源压力调整为0.4– 0.6 Mpa之间。硬质木材根据观察拨动顶针和尾座顶针入木情况适当增加压力,确保入木高速旋转不脱落。方6公分以上 大柱应将气源压力调整为 0.6- – 0.8 Mpa之间。)需要0.4-0.6 Mpa之间时“过滤器”压力旋至0.6 Mpa 气动开关旋至压力6kg压差3kg.需要0.6-0.8 Mpa之间时“过滤器”压力旋至0.8 Mpa气动开关旋至压力8kg压差3kg。
6、气源提供应切实确保正常供气,供气汽泵要求:公称容积流量0.25m3/min以上储气罐储汽容积70升以上。为防止供气管老化使用气管应为优质聚氨酯材料,特别提示:加工中间突然断气会带来相当大的危险!
7、加工之前应检查尾座锁紧情况,尾座不锁紧在加工过程中物件脱落会造成重大人身伤害。
8、为确保人身安全加工过程中突然断电、断气会造成人身伤害。为了安全起见在加工过程中身体不要正对旋转中的 加工物件!
9、同批次加工物件尽量长度误差在2公分范围之内。
10、根据加工旋转方向,正确安装车刀刀刃的朝向。同时和吸尘罩配合。
11、不要用手触碰运转中的机器部件和加工件,不要将手放于容易出现碰夹的运动部位调整机床或清理碎片木屑必须先切断电源,必须等轴停止。
12、设备只能合格人员操作且调试和操作之前应阅读并执行说明书条文。合格人员必须是经过培训并点击照标准操作和识别设备的人。
13、本机在通电状态下裸露部分是可能导致危险及人身伤害的源头。任何直接和间接接触都可能会导致事故的发生
14、机床检修切掉外部电源。电源输入端必须有人值守。机床的检修必须由专业持证电工操作,盲目的实验性的检修可能会导致故障面积扩大或事故,给以后的正式检修造成更大的麻烦。
15、上料架接气管端口位置要正确,应接端口位置为断电下降。以防止出现危险事故。气流调速开关应把上料架行程速度调整为每分钟不**过5000毫米速度。尾座气缸接口要按装正确,确保在加工之前调试为断电**木。
16、未经本厂培训的操作人员不得使用机器,操作机器时不得两人同时操作机器。未经本厂同意,机器转手二次买卖。之后的安全问题与本厂无关。
17、机器每天开机前应充分润滑各导轨滑块及丝杠螺母,因长时间不用会导致酸性锯沫锈死被润滑系统,润滑前强行开机会导致部件损坏,此部件不在质保范围。
深圳市精工研木工刀具有限公司——是国内数控刀具及普通车刀专业生产厂家之一。拥有行业内*的设备和专业人才,致力于生产精密、高效、性价比高的优质数控刀具。其产品质量位于国内数控刀具行业**。公司技术力量雄厚,设备先进,加工工艺均采用国际先进技术,是一家集数控刀具开发、设计、生产、销售为一体的综合性企业。 公司专业生产标准数控外圆车刀、数控内孔车刀、螺纹车刀、切断(槽)刀等,及相应的零配件,同时生产焊接车刀杆等普通刀具。 公司本着“顾客至上、质量为本,精益求精”的经营理念,秉承“对客户负责,服务客户,一切从客户出发”的核心宗旨,开拓创新,努力树立良好的品牌形象,为广大客户提供优质的产品和服务
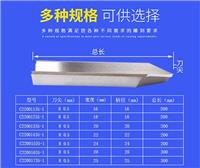
特点
1、采用偏心锁紧和压板压紧两种方式复合压紧,安全可靠 郑州数控车刀,可承受较大切削负荷及冲击,适用于重、中载切削
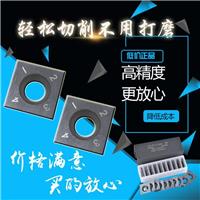
2、刀片采用无后角刀片,刀片强度较好,可双面试用;切削刃数增大1倍 河南数控车刀,降低刀片成本
3、坚固的切削刃和牢固的装夹方式为高效率切削提供了可靠的保证
4、在结构设计上考虑了保护刀片刃口,可选配断屑器,以适应中、重型切削状态
5、可用于立式车床作车削加工
根据刀具结构可分为:
整体式:刀具为一体,由一个坯料制造而成,不分体;
焊接式式:采用焊接方法连接,分刀头和刀杆;
机夹式:机夹式又可分为不转位和可转位两种;通常数控刀具采用机夹式!
特殊型式:如复合式刀具,减震式刀具等。
根据制造刀具所用的材料可分为:
高速钢刀具;
硬质合金刀具;
金刚石刀具;
其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。
从切削工艺上可分为
车削刀具,分外圆、内孔、螺纹、切断、切槽刀具等多种;
钻削刀具,包括钻头、铰刀、丝锥等;
镗削刀具;
铣削刀具等。
4、为了屏蔽干扰和安全**应确保接牢固地线,不可靠接地,容易造成人身伤害和机械不正常工作。
深圳市精工研木工刀具有限公司专注于真空吸塑胶,舍弃式螺旋刀,数控木工车刀等
词条
词条说明
产品名称:汉高PVC水性吸塑胶 产品重量:20KG/桶 产品属性: 引进德国拜耳进口原材料,整套进口设备及技术 产品特点:本产品为单组份水性聚氨酯吸塑胶,具有无毒、安全、无异味等特点,同时具有耐热好、快干及初粘性强,粘合强度高,雾化效果好等优点。 使用范围:适用于PVC软质材料和密度板、刨花板、木材等的真空吸塑成形,可用于木门、橱柜门、音箱板、电脑桌等。 使用方法:可用于喷涂,或者吸塑机吸塑成型
数控木工车床的寿命长短除了商品自身的质量问题,后期的保养跟正确使用也十分的主要。下面数控木工机械为大家详细介绍一下。 数控木工车床的正确使用方法 1、设备所需电源为稳定(电压波动±2.5%之间)的380V三相四线(包括零线)电源,引入电源单根截面积不得低于2平方毫米。电源压接处一定要紧固无松动,否则接口处电阻过高引起发热,易导致电源线烧坏,甚至烧坏内部电器件!电源引入口为左下角接线端子。 2、设备
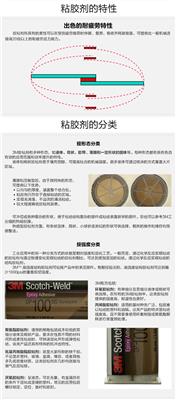
耐高温胶粘剂较高可达250摄氏度的温度范围内还可以保持牢固性和稳定性。这比原有的酸酐类标准产品应用温度范围要高出70°C。即便在250°C条件下存放500小时,它仍可保持50MPa的拉伸强度。除了耐高温性,该粘合剂在**过200°C的高温下还具有高粘接性。在250°C条件下存放500小时,测试温度为220°C的条件下还可以达到在陶瓷材料上8MPa的压剪强度。混胶方面1、主剂与固化剂应严格按照100:
螺旋刀的分类为轻切式与重切式,针对机器转速、加工对象种类、加工深度有其刀具设计的重要性,因此在实际运用上会搭配标准型的舍弃式刀片14*14*2.0、15*15*2.5常规刀片做搭配。在实际的刀具运用上螺旋刀具的切削效果与整体平均成本均优于传统焊接式刀具。 轻切式: 1、轻切款刀头(经济型螺旋刀头):刀片浮贴于刀体上,采用14*14*2.0L方形直口刀片,此款刀具为螺旋刀具入门款,价格较为优惠,客
联系方式 联系我时,请告知来自八方资源网!
公司名: 深圳市精工研木工刀具有限公司
联系人: 高云燕
电 话:
手 机: 13714570562
微 信: 13714570562
地 址: 广东深圳龙岗区深圳市龙岗区龙岗街道同乐段老榕树街321-1号
邮 编:






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞德润密封材料有限公司
- 深圳市英菲迪科技有限公司
- 保定市石罗克新材料科技有限公司
- 深圳骏天优奇科技有限公司
- 东莞市创腾洗涤用品有限公司
- 昆山诺莱达电子有限公司
- 东莞市西子新材料科技有限公司
- 东莞市佳宸新材料有限公司
- 湖南把兄弟新材料股份有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥18.00


¥68.00

¥120.00










