模具加工-模具加工的精密度
- 时间:2019-11-12作者:河南富东懿电子科技有限公司浏览:2
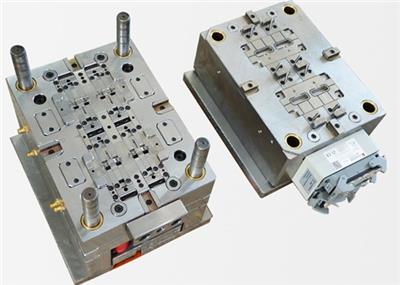
在高精度、刚度好的锻压设备上应用精密模具制造无钻削容量或者少钻削容量铸钢件的生产工艺。高精密锻压与一般模锻对比,铸钢件的模锻倾斜度小(0~3)、表面光洁(6左右)、凸凹圆弧半经小、关键规格容时小。锻造模具的主要技术发展方向是通过提高模具设计水平,采用新型模具材料,有效利用高精度的加工手段,在模具的高寿命状态下实现锻造品的高精度。在数控设备上精心精密制造的时候,一般采用以两孔一面定位方式定位,夹具上相应的定位元件是一面两销。为了避免由于过定位引起的工件安装时的干涉,两销中的一个应采用菱形销。在模具制造设计过程中要考虑到工件是否定位,避免欠或过定位,保证精密机械加工精度,缩短装夹时间,提高劳动生产率,扩大机床工艺范围,实现一机多能,操作方便,降低劳动强度,降低工人的技术要求等夹具设计要求。设计包括定位装置、夹紧装置、对刀导向元件等一些辅助元件。夹具设计需采用一面两销定位,一销设计成圆形,另一个销设计成菱形,而且两销还设计了弹性定位销,这样既可消除毛坯孔的误差,也保证了定位可靠。
任何加工方法所得到的实际参数都不会**准确,从零件的功能看,只要加工误差在零件图要求的公差范围内,就认为保证了加工精度。机器的质量取决于零件的加工质量和机器的装配质量,零件加工质量包含零件加工精度和表面质量两大部分机械加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数相符合的程度。它们之间的差异称为加工误差。加工误差的大小反映了加工精度的高低。误差越大加工精度越低,误差越小加工精度越高。
通常在设计机器零件及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。即精密零件或零件重要表面,其形状精度要求应**位置精度要求,位置精度要求应**尺寸精度要求。
河南富东懿电子科技有限公司专注于精密模具,模具加工,模具制造等
词条
词条说明
在高精度、刚度好的锻压设备上应用精密模具制造无钻削容量或者少钻削容量铸钢件的生产工艺。高精密锻压与一般模锻对比,铸钢件的模锻倾斜度小(0~3)、表面光洁(6左右)、凸凹圆弧半经小、关键规格容时小。锻造模具的主要技术发展方向是通过提高模具设计水平,采用新型模具材料,有效利用高精度的加工手段,在模具的高寿命状态下实现锻造品的高精度。在数控设备上精心精密制造的时候,一般采用以两孔一面定位方式定位,夹具
联系方式 联系我时,请告知来自八方资源网!
公司名: 河南富东懿电子科技有限公司
联系人: 张东伟
电 话: 0374-6360659
手 机: 15738381829
微 信: 15738381829
地 址: 河南许昌长葛市铁佛寺大道 北段东侧
邮 编:
相关推荐






相关阅读
八方资源网提醒您:
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 台州市黄岩济豪模具有限公司
- 江苏优格模具有限公司
- 河北科畅模具制造有限公司
- 东莞市特力模具钢材有限公司
- 保定市睿砼模具制造有限公司
- 南京金永发塑胶加工制品有限公司
- 东莞市黄江华耀模具抛光店
- 苏州市德美德塑胶有限公司
- 东莞市达锋科技有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥978000.00

¥1250000.00

¥598000.00

¥976000.00

¥198000.00

¥9.00

¥5499.00

¥100.00



¥50000.00












