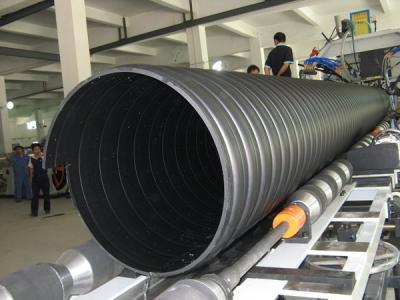
PE双壁波纹管生产操作规程
- 时间:2019-11-19作者:佛山市盛畅管业科技有限公司浏览:510
PE双壁波纹管出产操作规程:
1意图和规模
1.1意图 规范出产操作,加强出产产品质量监控,根绝安全、质量事故的发作。
1.2规模 本准则适用于出产部全体操作人员。
2操作规范
2.1开机前的预备
2.1.1由当班电工查看整条出产线的电器和电器元件,使其到达开机要求后敞开电源。
2.1.2按工艺卡规则设置出产温度、压力、速度、是否扩口、长度等,开端加热。机头各区加热5小时左右,再敞开示1#、2#挤出机加温(一起翻开进料段冷却水),到设定温度后,保温顺2.5小时左右(共约8小时),禁止提早开机出产。
2.1.3按出产要求替换成型模具,机头或模头。
(1)全体设备机头; A、初次开机:敞开机头1-7区加热段,设定温度为220度,加温时刻为5-6小时后才干**出机头。B、出产的悉数过程中: 1-7区加热段持续加温,中止8-22区加热段中止加温,约3小时后才干**出机头
(2)换模头: A、敞开机头18-22区加热段,设定温度为220度,加温时刻为4-5小时后才干进行拆装。 B、在换上内、外层的模头时,必须按规范调理好空隙尺度,升温6小时后再次拧紧遍地固定螺丝,然后别离滚动内、外层的口模,调查口模沿丝口方向是否运动自若,避免固定螺丝拧的太紧。
(3)换模具: A、查看液压体系是否工作正常,遍地限位开关是否到位以及通断自若;B、换模具时,必须由三人一起操作。 C、换装齐备后,敞开成型机工作用20分钟。在此过程中逐个查看定位销钉的松紧度,避免销钉在出产的悉数过程中掉落;逐个查看密封条是否无缺。
2.1.4调整机头和成型机的中心:换好机头和模具后,将成型机开到出产方位,翻开上下模具,用塞尺和游标卡尺调整空隙。
2.1.5定径水套的设备:待温度到达要求后,再次拧紧遍地固定的螺丝后,才干设备定径水套。并用塞尺调理水套与机头的空隙,保证水平度。
2.1.6替换水槽两头的配套导向盘和密封垫,调整其中心在同一直线上。依据管子的标准,调整托辊的方位将管子托平。
2.1.7调整管材切开机前后夹紧设备,以便习惯相应管材的切开。
2.1.8查看冷却台、切开机、堆料架是否工作正常。
2.1.9查看各传动部分,安全罩是否结实。
2.1.10查看料斗有无杂物,上料设备是不是正常。
2.1.11查看各光滑部位是否**,调查光滑油箱油位,若缺乏则进行弥补。
2.1.12查看冷却水管路是否疏通,查看压缩空气管路、真空管路是否晓畅;切换是不是正常。查看并整理真空泵、喷淋水槽及管路中的水垢等杂物,保证管路疏通。
2.2出产操作
1、上料:用真空上料机将物料参加料斗内,发动枯燥机对物料进行枯燥,枯燥温度依据详细情况而定,但不得追赶80度。
2、敞开挤出机减速箱冷却水,滚动出水处球阀调至恰当巨细以对光滑油进行冷却。
3、当查看无误,承认加温、保温时刻到达后,再次拧紧各联合螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。
4、发动挤出机的驱动电机使螺杆低速工作(<20r/min),略微拨开料斗插板,缓慢加料,待机头出料时,依据料坏的塑化情况及熔体压力显现调整各区温度、螺杆转速及下料量的巨细。出产中随时调查挤出机的质料供应,谨防断料。
5、当机头模口开端出料时,应仔细调查,若管坯壁厚不均匀,应做调整,使内外层管坯均匀挤出。
6、出料均匀后铲除模口剩余的物料。设备好定径套,联合好管路,查看有无渗漏。撤除模口段的18-22区加热器。
7、点动成型机“行进”按纽,使成型机到预订方位,留意模块与定型套间的空隙,如有干与应做调整。
8、成型机调整到位后,发动真空泵,翻开**段真空。发动成型机使模块工作。发动正常充气,快速充气。 9、发动1#挤出机,一段时刻后中止快速充气,待已构成外层壁,一级真空构成压力后,发动2#挤出机,内层真空。
10、管材正常出产后,发动各部冷却。随时留意调查各压力表表压、各级温度、速度改变情况,作好相应的记载。
11、管材经过喷淋冷却槽,发动水泵电机,对管材均匀喷洒冷却水,使管材进一步的冷却。发动吹干设备除掉管材表面面的水分。
12、别离发动切开机、堆积机进行切开和堆积。
2.3停机操作
1、中止加热
2、首要合上料斗插板,中止加料,逐步下降螺杆转速,中止挤出。
3、中止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“中止”按纽,成型模块中止运转。
4、中止各部冷却。
5、堵截各设备电源、水源、压缩空气。
6、整理现场。
停机的处理:
1、如遇管材成型不抱负,有必要做调整时。需先中止挤出机,成型机向后退出至恰当方位,成型模块持续工作至管材脱离成型模块后中止。
2、遇紧迫情况需紧迫停机时,按急停按纽,当设备正常运转中发作重大事故时,应立即堵截总电源。
操作必需要分外留意的几点:
1、禁止金属块及其他硬质杂物混入物猜中。
2、加料座表面温度不宜过高,追赶去50时应恰当加大冷却水管供水量。
3、未堵截加热电源,禁止翻开机筒上罩。
4、禁止用湿手操作电器开关。
5、禁止加热不充分提早开车。
6、出产时必须先发动成型机,然后发动挤出机,依据管材情况调理挤出螺杆转速;停机时则相反。
7、成型机光滑体系应及时注油,禁止无油运转,常常查看光滑油路,不得阻塞。
8、坚持模块的清洁,及时整理生缝隙中的尘埃、油污,坚持疏通。
佛山市盛畅管业科技有限公司专注于PE给水管材,PE排水管厂家,广东双壁波纹管,PE塑钢排水管,HDPE管材,pe实壁管等
词条
词条说明
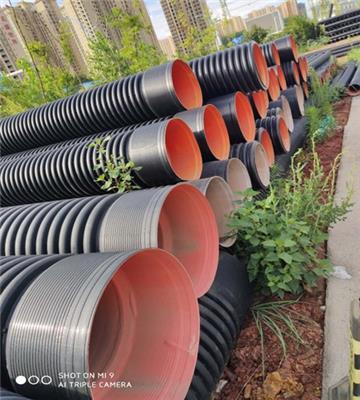
PE排水管道在正常的应用情况下,较大平稳温度为70℃,较低温为-30℃。换句话说在那样的温度范围内,长期性应用PE水管道是安全性与靠谱的。 那麽PE排水管道的特性有什么?下边就为我们介绍一下。1、PE排水管道抗内应力、裂开性好PE排水管道具备低的空缺敏客观、调节剂剪切强度和优质的抗痕才可以、耐自然环境内应力、裂开功能也十分突显。2、PE排水管道**低温破坏性好聚乙烯的低老化性能较低,可在-20℃至4
PE给水管材的特性:1、PE给水管材有长久的使用寿命:在正常条件下,较少寿命达50年。2、PE给水管材具有卫生性好:PE管无毒,不含重金属添加剂,不结垢,不滋生细菌,很到的解决了饮用水二次污染的问题。符合GB/T17219安全性评价标准规定以及国家卫生部相关的卫生安全评价规定。3、PE给水管材可耐多种化学介质的腐蚀:无电化学腐蚀。4、PE给水管材内壁光滑,摩擦系数较低,介质的通过能力相应提高并具有
一、MPP电力管产品介绍:MPP管是以聚丙烯为基料进行配方改性制作而成,称为改性聚丙烯(MPP)管,成本较高;而PE管是以高密度聚乙烯(HDPE)为原料挤塑成型,成本相对要低一些。但由于从外观不易区别管材成份是改性聚丙烯(MPP)还是高密度聚乙烯(HDPE),故而一些厂商在利益的驱使下以HDPE冒充MPP,更有甚者以HDPE回料或废料制成管材冒充MPP管,一些原本正规厂商由于受成本及价格的影响,要
pe给水管材价格主要受到原料的价格而变化,现在要求节能环保的意识比较强烈,一些使用的原料是再生料,这样的价格方面会比较便宜,再生料制作的pe给水管材并不会对其本身质量造成很大的损失。是有一些生产厂家,为了节省成本使用的再生料会是比较劣质的pe再生料,这样会导致pe给水管材在使用的时候会出现质量的问题。pe给水管材价格也受到现在市场的变动而变化,现在国内的价格是呈现下降趋势,大家在购买的时候只要注意
联系方式 联系我时,请告知来自八方资源网!
公司名: 佛山市盛畅管业科技有限公司
联系人: 李先生
电 话: 0757-88812005
手 机: 15107571084
微 信: 15107571084
地 址: 广东佛山高明区佛山市高明区富湾工业园逢山路
邮 编:
网 址: liusf.cn.b2b168.com
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 佛山市盛畅管业科技有限公司
联系人: 李先生
手 机: 15107571084
电 话: 0757-88812005
地 址: 广东佛山高明区佛山市高明区富湾工业园逢山路
邮 编:
网 址: liusf.cn.b2b168.com
- 相关企业
- 广西恒宥乾建材有限公司
- 北京市天和鑫迈管道科技有限公司
- 沧州瑞屹管道设备有限公司
- 沧州兴亿钢管有限公司
- 雄县汇泰塑胶制品有限公司
- 宁波盛钜塑业有限公司
- 沧州凯盛管道设备制造有限公司
- 河北宇刚管道设备有限公司
- 东莞市楹圣塑胶化工有限公司
- 河北凯凯塑胶有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐





¥3500.00
¥11.00

¥88.00

¥20.00

¥12.00

¥54.00









