机床机械铸件 ** 精密铸件 厂家直销
- 时间:2019-11-21作者:泊头市建新铸造量具有限责任公司浏览:1
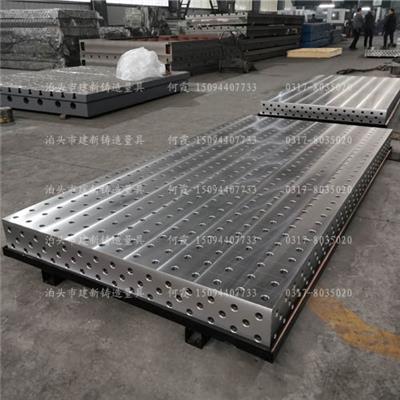
机床机械铸件 ** 精密铸件 厂家直销 泊头市建新铸造量具有限责任公司 联系人:何霞 地址:河北省泊头市交河镇东开发区工业园建新铸造量具 床身铸件退火编辑 热处理的退火种类:常见的退火工艺有:再结晶退火,去应力退火,球化退火,完全退火等。退火的目的:主要是降低金属材料的硬度,提高塑性,以利切削加工或压力加工,减少残余应力,提高组织和成分的均匀化,或为后道热处理作好组织准备等。 完全退火和等温退火 完全退火又称重结晶退火,一般简称为退火,这种退火主要用于亚共析成分的各种碳钢和合金钢的铸,锻件及热轧型材,有时也用于焊接结构。一般常作为一些不重工件的较终热处理,或作为某些工件的预先热处理。 球化退火 球化退火主要用于过共析的碳钢及合金工具钢(如制造刃具,量具,模具所用的钢种)。其主要目的在于降低硬度,改善切削加工性,并为以后淬火作好准备。 去应力退火 去应力退火又称低温退火(或高温回火),这种退火主要用来消除铸件,锻件,焊接件,热轧件,冷拉件等的残余应力。如果这些应力不予消除,将会引起钢件在一定时间以后,或在随后的切削加工过程中产生变形或裂纹。 淬火编辑 我们淬火较常用的冷却介质是盐水,水和油。盐水淬火的工件,*得到高的硬度和光洁的表面,不容易产生淬不硬的软点,但却易使工件变形严重,甚至发生开裂。而用油作淬火介质只适用于过冷奥氏体的稳定性比较大的一些合金钢或小尺寸的碳钢工件的淬火。 **音频淬火是对机床导轨淬的常用工艺,淬火层一般在2.5-3mm,淬火硬度分别为HT250材质----HRC46—50 HT300材质----HRC48—52 回火的目的有以下几个方面: ⒈降低脆性,消除或减少内应力,钢件淬火后存在很大内应力和脆性,如不及时回火往往会使钢件发生变形甚至开裂。2. 获得工件所要求的机械性能,工件经淬火后硬度高而脆性大,为了满足各种工件的不同性能的要求,可以通过适当回火的配合来调整硬度,减小脆性,得到所需要的韧性,塑性。3. 稳定工件尺寸4. 对于退火难以软化的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当聚集,将硬度降低,以利切削加工 铸造基本术语编辑 ⒉1 铸造 casting,founding,foundry 熔炼金属,制造铸型,并将熔融金属浇入铸型,凝固后获得具有一定形状、尺寸和性能金属零件毛坯的成形方法。 ⒉2 砂型铸造 sand casting process 在砂型中生产铸件的铸造方法。 ⒉3 特种铸造 special casting process 与砂型铸造不同的其他铸造方法。如熔模铸造、壳型铸造、陶瓷型铸造、金属型铸造、压力铸造、低压铸造、离心铸造、连续铸造等。 ⒉4 铸件 casting 将熔融金属注入铸型,凝固后得到的具有一定形状、尺寸和性能的金属零件或零件毛坯。 ⒉5 毛坯铸件 rough casting 待进一步加工成为零件或成品的铸件,一般应符合铸件图的要求。 ⒉6 砂型铸件 sand casting 用砂型铸造法生产的铸件。同样,其他铸造方法生产的铸件可相应称为压铸件、离心铸件、熔模铸件等。 ⒉7 试制铸件 pilot casting 用正式投入生产前的模样试制的少量铸件。用以检查铸造合金、铸造工艺和工艺装备是否合乎要求。 ⒉8 铸态铸件 as-cast casting 铸造后已经过落砂和去除浇冒口,未经精整、机械加工和性能处理的铸件。 ⒉9 铸型[型] mold 用型砂、金属或其他耐火材料制成,包括形成铸件形状的空腔、型芯和浇冒口系统的组合整体。砂型用砂箱支撑时,砂箱也是铸型的组成部分。不准将铸型称为“铸模”或“模型”。 ⒉10 铸造工艺 casting process,foundry technology 应用铸造有关理论和系统知识生产铸件的技术和方法。包括造型材料制备、造型、制芯、金属熔炼、浇注和凝固控制等。 ⒉11 铸造用材料 foundry materials 用于铸造生产的原材料和工艺材料。 ⒉12 铸造工艺材料 consumable materials 在铸造生产的熔炼、浇注、造型材料制备、造型(芯)等过程中所用的消耗性材料。不包括可转化为铸件的金属材料。 ⒉13 铸造设备 foundry equipment,foundry facilities 铸造生产中所使用的各种机械和设备的总称。 ⒉14 铸工 caster,founder,foundry worker 从事铸造生产的工人,包括直接生产工人和辅助生产工人,但不包括模样制造工人。 ⒉15 铸造工作者 foundryman 在工厂、科研机构、学校、管理部门从事铸造生产、技术、管理、科研和教学的工作人员。 ⒉16 铸造车间 foundry shop 生产铸件的车间。通常由熔化、造型、浇注、清理和砂处理等工部组成。 ⒉17 铸造厂 foundry 生产铸件的工厂。一般指独立进行生产、管理和经营的专业铸造厂。 ⒉18 铸造分厂 attached foundry,captive foundry,tied foundry 附属于企业或主机制造厂的相对独立的铸造厂。通常是为该企业或母公司生产铸件。 ⒉19 铸造三废 foundry effluent 从铸造车间排出的废气、废水和废渣的总称。 ⒉20 一批 a batch 铸件交货验收基本单位。指在一段时间内,在同一生产厂,用相同设备和相同工艺(包括热处理)生产的具有相同品质的铸件集合。 ⒉21 一炉 a cast,a heat,a melt 一次熔化获得的金属液总量或一次热处理铸件装炉量。对于冲天炉熔炼,一次熔化量指一次出铁量或二次隔焦间的出铁量。 ⒉22 铸焊 cast welding,flow welding 将高温金属液浇入待焊接处的铸型中,使其与被连接件熔接成一体的焊接方法。主要用于连接钢轨或其他对焊接质量要求不高的大截面构件。 ⒉23 铸锭 ingot 将熔融金属浇入锭型铸成的用作金属炉料或供进一步热加工的金属锭块。例如钢锭、生铁锭、铝锭等。 泊头市建新铸造量具有限责任公司 联系人:何霞 地址:河北省泊头市交河镇东开发区工业园建新铸造量具
泊头市建新铸造量具有限责任公司专注于铸铁平台,大理石平台,机床铸件等
词条
词条说明
划线平台的在生产过程中,会产生一部分理论重量的偏差,要注意的是铸铁平板的偏差是不是影响的铸铁平板使用。一般铸铁平板的设计应该考虑到铸造误差和机械加工的误差,铸铁铸铁平板的重量误差一般不得**过10%,**过10%时,我们要对铸铁平板的质量做进一步的鉴定才可以确定此铸铁铸铁平板是否可以投入使用 划线平板设计技术要求一般根据《*人民共和国机械行业标准》JB/T 7974—2000设计。还要根据实际的需要
公司介绍建新铸造量具 > 公司介绍 > 泊头市建新铸造量具有限责任公司始建于1978年6月份,自2004年改制为有限责任公司,2005年10月18日正式通过GB/T19001-2000idt ISO9001:2000世界质量管理体系认证。无论从生产设备、生产环境、工艺创新、人才资源管理方面都上了一个大台阶。 本公司是河北省固定资产重点投资项目技术企业。已取得“河北省**产品”、“河北省着名商标”、
公司介绍建新铸造量具 > 公司介绍 > 泊头市建新铸造量具有限责任公司始建于1978年6月份,自2004年改制为有限责任公司,2005年10月18日正式通过GB/T19001-2000idt ISO9001:2000世界质量管理体系认证。无论从生产设备、生产环境、工艺创新、人才资源管理方面都上了一个大台阶。 本公司是河北省固定资产重点投资项目技术企业。已取得“河北省**产品”、“河北省着名商标”、
1.检验平台适用于各种检验工作,精密测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形为偏差,并作紧密划线。不许用检验平台检测表面粗糙或不清洁的工件。 2.使用检验平台之前,检测人员应将双手洗净擦干。禁止带有汗液、潮湿、沾有污物的手使用检验平台。 3.检验平台使用时,要轻拿轻放,禁止撞击或施用强力,防止检验平台表面被撞击,一旦检验平台工作面受到工件或其他物体撞击,应马上把受到撞击而
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市建新铸造量具有限责任公司
联系人: 宋金
电 话: 0317-8035020
手 机: 13373079701
微 信: 13373079701
地 址: 河北沧州泊头市交河镇北八里庄村北
邮 编:
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 商家产品系列
- 产品推荐
- 资讯推荐