选果机的操作规程与清洗
- 时间:2019-12-04作者:山东龙口凯祥有限公司浏览:475
D502阀门堆焊焊条 符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特性, 一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。 用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。 熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量 保证值 ≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50 堆焊层硬度: (焊后空冷)HRC≥40 参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0 焊接电流(A) 50~80 80~120 120~160 160~200 注意事项: 1.焊前焊条须经150℃左右烘焙1h。 2.焊前需将工件预热至300℃以上,焊后进行不同热处理可获得相应的硬度。 D507阀门堆焊焊条 符合 GB EDCr-A1-15 说明: D507是低氢钠型药皮的1Cr13阀门堆焊焊条,采用直流反接。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特性,一般不须进行热处 理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。 用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。 熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量 保证值 ≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50 堆焊层硬度: (焊后空冷)HRC≥40 参考电流 (DC+) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0 焊接电流(A) 50~80 80~120 120~160 160~200 注意事项: 1.焊前焊条须经300-350℃左右烘焙1h。 2.焊前需将工件预热至300℃以上,焊后进行不同热处理可获得相应的硬度。 D507Mo阀门堆焊焊条 符合 GB EDCr-A2-15 说明: D507Mo是低氢钠型药皮的1Cr13阀门型堆焊焊条。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特性,堆焊金属具有较高的中温硬 度,良好的热稳定性,抗冲蚀性。如与D577焊条配合使用能获得很好的抗擦伤性能。堆焊工艺简单,焊前不预热,焊后不用热处理,采用直流 反接。 用途: 用来堆焊工作温度在510℃以下的中温高压截止阀密封面。闸阀密封面应将本焊条与D577焊条配合使用(阀座与阀瓣分别用以上两种焊条 )。 熔敷金属化学成分(%) 化学成分 C Ni Mo Cr W 其它元素总量 保证值 ≤0.20 ≤6.00 ≤2.50 10.0~16.0 ≤2.00 ≤2.50 堆焊层硬度: (焊后空冷)HRC≥37(耐软化至510℃) 参考电流 (DC+) 焊条直径(mm) φ3.2 φ4.0 φ5.0 焊接电流(A) 80~120 120~160 160~200 注意事项: 1.焊前焊条须经300-350℃烘焙1h。 2.堆焊层加工后,其厚度应在5mm以上,以保证硬度和化学成分的稳定。 D507MoNb阀门堆焊焊条 符合 GB EDCr-A1-15 说明: D507MoNb是低氢钠型药皮的1Cr13型阀门堆焊焊条,采用直流反接,由于药皮中加入了适量的Mo、Nb等强化稳定元素,故堆焊金属具有较好 的抗氧化性和抗裂纹性能。 用途: 用于工作温度在450℃以下的中、低压阀门密封面的堆焊。 熔敷金属化学成分(%) 化学成分 C S P Mo Cr Nb 其它元素总量 保证值 ≤0.15 ≤0.030 ≤0.040 ≤2.50 10.0~16.0 ≤0.50 ≤2.50 堆焊层硬度: (焊后空冷)HRC≥37 参考电流 (DC+) 焊条直径(mm) φ3.2 φ4.0 φ5.0 焊接电流(A) 80~120 120~160 160~190 注意事项: 1.焊前焊条须经300-350℃烘焙1h。 2.焊前焊件不预热,焊后不需热处理。 D512阀门堆焊焊条 符合 GB EDCr-B-03 说明: D512是钛钙型药皮的2Cr13型阀门堆焊焊条,交直流两用 ,焊接工艺良好。堆焊金属为2Cr13马氏体高铬钢。堆焊层具有空淬特性,一般 不需进行热处理,硬度均匀,可在750-800℃退火软化,当加热至950-1000℃空冷或油淬可重新硬化。 用途: D512是一种通用性的表面堆焊用焊条,堆焊层比D502更硬、更耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅拌机 桨、螺旋输送机叶片等。 熔敷金属化学成分(%) 化学成分 C Cr 其它元素总量 保证值 ≤0.25 10.0~16.0 ≤5.00 堆焊层硬度: (焊后空冷)HRC≥45(耐软化至500℃) 参考电流 (AC、DC) 焊条直径(mm) φ3.2 φ4.0 φ5.0 焊接电流(A) 80~120 120~160 170~210 注意事项: 1.焊前焊条须经150℃烘焙1h。 2.焊前需将工件预热至300℃以上,焊后如进行不同的热处理可获得相应的硬度。
山东龙口凯祥有限公司专注于选果机,樱桃选果机,百香果选果机,红薯分选机,桃子选果机,柑橘选果机等
词条
词条说明
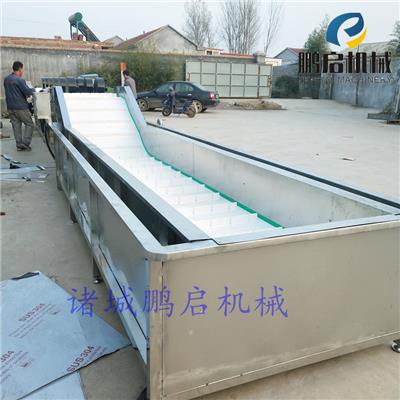
水果分选机是由分选组织、传动组织和电动机组成。水果分选时将生果运送至进料斗,然后流入到分级滚筒或摇摆筛中,使水果在滚筒里滚转和移动或在摇摆筛中作相对运动,并在此过程中经过相应的孔流出,以到达分级意图。水果分选机的日常操作规程:1、恪守锻造设备通用操作规程。2、作业前还必须恪守:a、查看管路体系有无漏气漏水的状况,如有这种状况,应告诉修补人员修补。b、查看清洁液是不是满足,假如不行,及时添加清洁液。
桃子膨果用什么肥料好?桃子膨大剂有哪些?桃子膨果增甜用金泰靓
种植桃子的情况下,通常在历年的6月后,全国各地的桃子会逐渐相继膨大着色完善发售,而桃子的种类、外型、口味全是危害桃子经济效益的主要要素。要想桃子收获好,就需要留意为桃子高产提速增效,协助桃子膨果着色,今日就为您详细介绍在种植桃子的情况下,如何管理方法能提升桃子的产销量和质量。一、危害桃子膨果着色的要素1、土壤层在种植桃子的情况下,土壤层偏微酸碱性、土层松散、富饶的种植园,种下来的桃子甜;假如种植园
选果机是一款多功能的水果分选设备,可以用来分选苹果、梨、桃、土豆、洋葱、柿子、柑橘、橙子、山竹等各类圆形果蔬。选果机是由分选组织、传动组织和电动机组成。水果分选时将生果运送至进料斗,然后流入到分级滚筒或摇摆筛中,使水果在滚筒里滚转和移动或在摇摆筛中作相对运动,并在此过程中经过相应的孔流出,以到达分级意图。选果机使用托盘机构、传动输送装置(机架等)、称重机构和控制器进行集中称重,逐个得到每一个托盘中
果袋机是根据客户要求量身定制的一台用于生产香蕉育果袋缝合切割设备,它从原材料入料,封边,裁切成品为一条线自动化作业,它以PP无纺布环保材料为原料,采用超声波无缝缝合,透气性更好,产出的无纺布育果袋更适合**蔬果的生长和保护;它还能在一定范围内调节果袋尺寸,适应不同需求。果袋机简单易学 ,可操作性较强。果袋机采用了*特的全同步、 立体成型 、送纸断袋技术,使得本机在各种果袋生产成型以及对纸的适应性
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东龙口凯祥有限公司
联系人: 成艳
电 话: 0535-8883762
手 机: 13506456271
微 信: 13506456271
地 址: 山东烟台龙口市龙口市龙口经济开发区牟黄路北
邮 编:
相关推荐








相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 冀州市玲彦林果种植专业合作社
- 石家庄庞鑫编织袋有限公司
- 祁县耀华果业有限公司
- 洛川县都得利果业有限责任公司
- 冀州市景茂林果种植专业合作社
- 冀州市码头李镇王明庄果品种植专业合作社
- 赵县远通拖斗有限公司
- 冀州市吉桂林果种植专业合作社
- 吉县西关恒岳果业专业合作社
- 吉县西关恒岳果业专业合作社
- 商家产品系列
- 产品推荐
- 资讯推荐



¥27800.00

¥228.00

樱桃清洗选果机,无损伤樱桃冷却清洗选果机设备,樱桃冷却保鲜分选处理设备,
¥250000.00

¥39000.00

¥100.00







