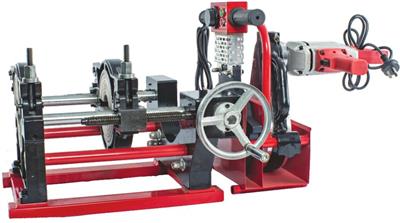
PE全自动热熔焊机工艺步骤
- 时间:2020-01-05作者:山东智燃工程技术有限公司浏览:605
PE全自动热熔焊机的工艺步骤:
材料准备:管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。PE全自动热熔焊机宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。
夹紧管材:用干净的布两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在PE全自动热熔焊机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保两对接端面平整、光洁。
对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应过壁厚的10%。
加热:加热板温度达到设定值后,放入机架,施加压力,直到两边比较小卷边达到规定宽度时压力减小到规定值,进行吸热。保有足够熔融料,以备熔融对接时分子相互扩散。
切换:从加热结束到熔融对接开始这段时间为切换周期,为保熔融对接质量,切换周期越短越好。
熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。
PE全自动热熔焊机冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
山东智燃工程技术有限公司专注于pe对焊机,全自动对焊机,焊工培训,全自动电熔焊机,手动对焊机,热熔机等
词条
词条说明
PE焊接技术培训试件类别与代号(见括号里字母):热熔对接焊小试件(d)热熔对接焊大试件(D)热熔对接焊三通试件(S)电熔连接焊承插试件(C)电熔连接焊鞍形试件(A)。
焊接工艺评定的的是通过对管道热熔对接焊接、电熔承插焊接与电熔鞍形焊接接头性能的评价,验拟定焊接工艺及参数的正确性。进行热熔对接焊接、电熔承插焊接和电熔鞍形焊接的管道焊接,应当进行焊接工艺评定,焊接应当按评定合格的焊接工艺规程进行。焊接评定单位应当保存焊接工艺评定有关的技术档案和焊接工艺评定试样,直至该焊接工艺失效为止。 一、焊接工艺评定基本要求: 管道元件制造单位 或者管道安装单位进行焊接工艺评
管件标识:按照GB15558.2-2005和相关特种设备法规的要求,燃气管件应为黄色或黑色管材,标识内容应该打印或直接成型在管件表面上,并保在正常的储存、搬运、操作和安装后字迹清晰,以不引发开裂和影响管件的性能为标准。如果使用打印标识,打印内容的颜色应于管件本色不同;对于插口管件,标识不应位于管件的小插口长度范围内。标识少应包含以下内容(*表示强制要求):1、*特种设备制造许可标记“TS”(可以包
诚信—我们坦诚面对客户,真心实意以信誉赢得客户。品质—我们用产品质量诠释品牌发展。感恩—我们用心铭记时刻感念帮助和爱护我们的人。创新—我们积极进取、努力开拓,创造多、新的产品。责任—我们对产品负责的同时,也肩负了远大的理想和抱负。
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东智燃工程技术有限公司
联系人: 侯**
电 话: 0531-58060035
手 机: 15753183993
微 信: 15753183993
地 址: 山东济南天桥区美林大厦西塔1614
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 无锡名匠智能制造有限公司
- 珠海灵科自动化科技有限公司
- 威尔汀(山东)智能装备制造有限公司
- 山东一合机械有限公司
- 东莞市欣源峰科技有限公司
- 温州蓝斯特焊接设备厂(普通合伙)
- 山东智燃工程技术有限公司
- 盐城海宾斯通达邦成科技有限公司
- 深圳市友通塑焊机械有限公司
- 章丘市宁家埠慧君塑焊机配件厂
- 商家产品系列
- 产品推荐
- 资讯推荐

¥26000.00

¥3500.00

燃气管电熔pe管电焊电容焊接机全自动对焊机钢丝网骨架管天然气管
¥1300.00




¥1850.00


pe管道160口径液压半自动焊机ppr管焊接设备自来水管对接机
¥3500.00

¥1200.00











