玻璃钢缠绕机
- 时间:2020-01-20作者:安丘市旭龙机械制造有限公司浏览:1240
玻璃钢缠绕机是采用电脑程序自动控制,该机人机界面合理,把缠绕产品的参数输入进去,微机可自动完成产品的参数设计,然后控制磨具转速与小车行走的复合运动完成产品环缠,交叉缠绕。 该设备一般用于缠绕直径在Φ300-4200mm以内玻璃钢化工储罐、容器、化粪池、运输罐、玻璃钢烟筒、烟道、玻璃钢洗涤塔、净化池制品、管道的制造,也可用于其他行业制造线型缠绕类制品。它具有定位精度高、抗干扰能力强,操作调整方便、组装灵活、生产效率高、一机多用、操作方便等特点,具有广阔的应用前景。
二、组成结构:
1、小车行走轨道(15m):包括摆线针减速机、进口伺附电机、行走链条、链条涨紧机构、编码器等;
2、缠绕机传动机头(三轴):包括齿轮减速机及链轮、链条、普通电机、编码器等; 3、可移动罐体、支撑架 ;
4、缠绕小车; 5、带控胶装置的梳式浸胶槽 ;
6、简式张力纱架 ;
7、微控控制柜 ;
三、控制系统: 控制系统有手动状态、交叉状态(自动)、环向状态(可自动可半自动)、正反向缠绕、紧急停车、无级调速等功能,无级调速时不影响线型。控制系统主要由以下硬件组成。
1、人机界面采用触摸屏
2、高端微机控制系统
3、小车伺服驱动系统
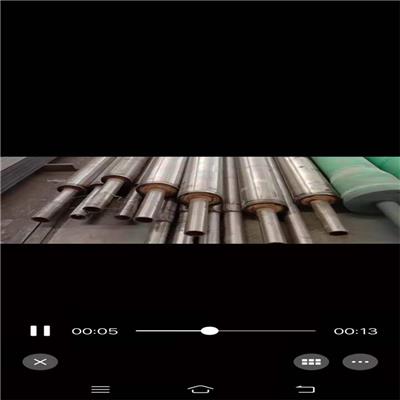
4、主轴变频驱动系统 拉挤成型玻璃钢阳极管工艺装备要点:拉挤成型玻璃钢阳极管的成功研制,有效解决了手糊式导电玻璃钢阳极管产量低、树脂含量不均匀、截面尺寸不易保证、厚度不均匀、内表面导电效果不佳(干态情况下)、拼装尺寸不易保证、阳极管规格和长度局限性、原材料(树脂等)易损耗等弊端。
拉挤成型工艺是将浸渍树脂乳胶液的连续玻璃纤维束、带或布等,在牵引力的作用下,通过挤压模具成型、固化,连续不断地生产长度不限的玻璃钢型材。这种工艺较适于生产各种断面形状的玻璃钢型材,如棒、管、实体型材(工字形、槽形、方形型材)和空腹型材(门窗型材、叶片等)等
安丘市旭龙机械制造有限公司专注于玻璃钢电缆管缠绕机,玻璃钢管道缠绕机,玻璃钢化粪池缠绕机,玻璃钢缠绕机,玻璃钢储罐缠绕机等
词条
词条说明
制作玻璃钢管道所使用的玻璃钢模具是很重要的,接下来给大家介绍一下,模具是怎样制作的。1、主模制作:制作主模的材料有很多,一般要求作主模的材料易成形,易休整,且有稳定性好等特点。如木材,石膏,蜡等。我们通常用的都是木材。根据产品图纸或模具图纸,由木工做出木制主模。2、主模修整:主模必须经过修理后方能进行生产模的翻制。修整包括打腻子,整形,尺寸的较正,加固。这一过程主要是对木模表面及整体做基本的处理,
玻璃钢储罐的制作流程: 1.玻璃钢储罐现场设备组装。 a、缠绕设备的安装:现场缠绕采用立式缠绕设备,组合式拼装芯模,配备喷枪,整个缠绕过程计算机按照程序设定控制完成。 b、模具的安装:现场缠绕设备的模具山上、下支撑环,中间加立式支撑筋,再外敷一层三合板和一层五合板组成。并在表面缠绕聚配薄膜。 向左转|向右转 2、玻璃钢储罐罐**与模具的安装组对。 罐**板中心预留吊装孔,用吊车将预制好的罐**吊到组装
玻璃钢管的特点 玻璃钢管我们也称它为玻璃纤维缠绕夹砂管。它主要是以玻璃纤维及其制品作为自身的增强材料,以高分子成分的不饱和聚酯脂、环氧树脂等为基础材料,以石英砂、碳酸钙等无机非金属颗粒材料为填充材料。 玻璃钢管的特点是: 1、耐腐蚀性 玻璃钢管主要用于输送流体,并且在管道内部和外部均具有特殊的防腐性能。一般使用条件不需要表面涂层。 2、强度以及其重量比 玻璃钢管道的强度和重量比**我们的铸铁、碳钢
玻璃钢化粪池缠绕机配件如何维护对产品才是有帮助的呢?大家请看下面几点分享:1、玻璃钢化粪池缠绕机的减速机是缠绕设备机中重要的组成部分,减速机请求无油作业,初次运用作业30托小时后,清洁内部换上新油,其后每作业20托换油,如此循环操作,减速机能延伸的运用寿命。2、定期维护并守时给缠绕机带座轴承注油孔、各齿轮啮合处及各运动部件加注机油润滑,坚持日复一日对设备担任,在日后的运用中才能一切顺畅。以上给大家
联系方式 联系我时,请告知来自八方资源网!
公司名: 安丘市旭龙机械制造有限公司
联系人: 代由春
电 话: 0536-13615362786
手 机: 13615362786
微 信: 13615362786
地 址: 山东潍坊安丘市安丘市双丰大道工业园
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 广州森辉自动化设备有限公司
- 卫辉市李源屯镇创通机械销售门市部
- 青铁智能科技(浙江)有限公司
- 常熟市显烨机械设备有限公司
- 常熟市显烨机械设备有限公司
- 安丘聚英机械有限公司
- 昆山道乐尔机械有限公司
- 常州锋迈机械设备有限公司
- 深圳市艾博克斯箱包有限公司
- 苏州豪成物流机械有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥120000.00

¥550000.00

FQL450+RS4525笔记本封切热收缩膜包装机 选山东喜鹊
¥4500.00

¥888888.00

¥110000.00

¥120000.00










