PE热熔连接方式有哪些优缺点?
- 时间:2020-03-23作者:山东智燃工程技术有限公司浏览:471
PE热熔连接的优点以下几点:
1、因不使用电熔管件,可以降低工程成本;
2、机具维修简单;
3、连接工艺操作简单易学。
PE热熔连接的不足有以下几点:
1、易受环境、人为因素影响(全自动对接熔接避免此不足);
2、设备投资较电熔焊机高;
3、体积重量较电熔焊机要大很多;
4、一般适用于DN大于63mm以上管径连接。
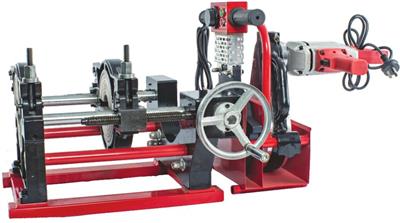
热熔对接焊机,现在常见的有三种:手动热熔对接焊机、液压半自动热熔对接焊机、全自动热熔对接焊机。
在选购热熔对接焊机时,首先要明确施工方需要选择什么类型的机器。然后根据类型,依据管径大小,选购合适的热熔焊接设备。
一般来说,手动热熔对接焊机,它可以焊接250--50之间的管径。
再大一些的管径,就推荐使用液压半自动的设备了。根据需要焊接的管径大小,选择不同型号的设备。目前常用的有:液压250、液压315、液压400、液压450、液压630,还有自来水工程上用的800--1600之间的,都有相匹配的焊接设备。
全自动热熔对接焊机,目前常用的是两种型号:250和315.可以工程情况选择相匹配的设备。
山东智燃工程技术有限公司专注于pe对焊机,全自动对焊机,焊工培训,全自动电熔焊机,手动对焊机,热熔机等
词条
词条说明
常用聚乙烯管件的规格尺寸1、聚乙烯管件结构有以下几点:①、对接连接45度弯头;②、电熔90度弯头;③、电熔45度弯头;④、电熔弯径三通;⑤、热熔90度弯头;⑥、电熔套管;⑦、热熔连接异径三通;⑧、热熔连接套管;⑨、电熔直通鞍形。2、常用聚乙烯管件规格尺寸的数据见下列表格,单位:mm:聚乙烯管件的分类根据施工方法、用途的不同,可将聚乙烯管件分为电熔管件、热熔对接管件、快插管件三种类型。一、电熔管件1
各位焊接工人,在施工的时候,都有发现。各个管件厂家的管件焊接参数都不同。厂家不同,管件不同,焊接参数也各不相同。有的管件上面标识出来的参数是分为两段,还有的标识为三段。在使用全自动电熔焊机,需要严格按照管件厂家的管件上的焊接参数标识,输入相对应的参数焊接。有时,还有种情况是上面有两部分参数:电压恒定的参数或者电流恒定的参数。我们可以根据管件上的标识,选择其一进行焊接就行。现在市面上的电熔焊机都是全
PE/PP管电熔连接**全自动熔接焊机,适合其它大管径塑料管材的连接要求,兼容PE钢骨架管分段焊接功能。并具有焊接数据存储功能,支持USB存储设备(U盘)扩大存储容量和下载存储记录。条形码扫描输入,自动检测,软启动等多种先进功能。为适应野外施工的需要,尽可能的减轻了重量,减小了体积,便于了施工过程的搬运。电源具有防潮,防震等特点,便于在野外较恶劣的条件下工作。常用的全自动电熔焊机,采用微电脑智能控
固定、对中、加热、焊接等共七大进程。第一步:准备将pe管热熔对接焊机准备好,包括液压站、铣刀、加热板等相关电源,并将对接架平稳放置;第二步:放置将需求焊接的两段pe管放置于对接架中,联接处置于对接架四夹具的中心。第三步:固定合上对接架的上下支架,并用螺栓将pe管固定。第四步:铣削将铣刀从提篮中拿出,放置于两pe管中心,推动液压站的操纵杆,将两pe管与铣刀接触,直至两联接平面铣好,铣出连续的长带状碎
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东智燃工程技术有限公司
联系人: 侯**
电 话: 0531-58060035
手 机: 15753183993
微 信: 15753183993
地 址: 山东济南天桥区美林大厦西塔1614
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 无锡名匠智能制造有限公司
- 珠海灵科自动化科技有限公司
- 威尔汀(山东)智能装备制造有限公司
- 山东一合机械有限公司
- 东莞市欣源峰科技有限公司
- 温州蓝斯特焊接设备厂(普通合伙)
- 山东智燃工程技术有限公司
- 盐城海宾斯通达邦成科技有限公司
- 深圳市友通塑焊机械有限公司
- 章丘市宁家埠慧君塑焊机配件厂
- 商家产品系列
- 产品推荐
- 资讯推荐

¥26000.00

¥3500.00

燃气管电熔pe管电焊电容焊接机全自动对焊机钢丝网骨架管天然气管
¥1300.00




¥1850.00


pe管道160口径液压半自动焊机ppr管焊接设备自来水管对接机
¥3500.00

¥1200.00











