国标螺旋钢管厂家
- 时间:2020-04-01作者:河北欧昆管道有限公司浏览:2
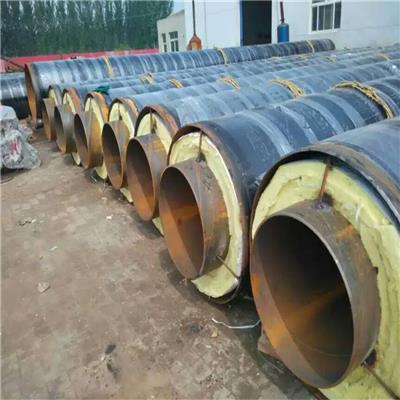
螺旋焊管经常会出现管壁偏厚或偏薄的现象,小编为大家进行详细解答,连轧工艺的调整是导致螺旋焊管管壁厚薄不均匀的主要根源。主要成因在于管坯前端弯曲度、切斜度过大、管坯定心孔不正,因而造成河北螺旋焊管管壁壁厚不均。穿孔机抛钢不稳定同样会造成毛管尾部壁厚不均匀。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。补救措施有三点,检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应整改.螺旋缝焊接钢管的表面可能会有大量的结疤情况,这种钢材本身材质不够均匀,加上里面的杂质比较多,所以说表面会有结疤。另一种情况就是由于螺旋钢管生产厂家本身生产钢管的设备就不够先进,在生产时可能出现了 粘钢的情况,这时候结疤为明显。 螺旋钢管质量就是决定其使用的一种要因素,如果质量不能得到**又有几个人会继续使用呢?厚壁螺旋管的适用范围广泛,深受这么多行业的信赖和它的质量是不无关系的,也是其 一个主要优势,现在选购产品都看中产品的质量,同样的价格都会选择质量好的,如果价格存在差异也是有很多人宁愿多花点钱选择质量好的产品,优质产品使用寿命有**,如果通过计算来看还是后者更有优势,虽然价格会高出一点。三通,阀,鼓风机,离心机,叶轮,换热器,排风筒等都能产生冲击腐蚀。软金属如铜和铅更为严重。防止冲击腐蚀可以选用耐磨损较好的材料,如20号合金优于18/8不锈钢,90Cu/10Ni优于70Cu/30Ni(海水中),也可改进设计,改变环境,或用涂层和阴极保护等。小口径螺旋管是外径小的钢管,就可以称为小口径钢管,还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径钢管,一般在钢管的外径89以下的。暴露在运动流体中的设备如:管都可以统称为小口径螺旋管。双面买弧焊接螺旋钢管与螺旋缝焊接钢管焊接工艺不一样,性能大致一样的,螺旋缝焊接钢管,现在一般是埋弧焊接,简称SSAW(螺旋缝埋弧焊钢管).它是用钢卷螺旋卷成钢管.其在表面有一条螺旋焊缝,故称螺旋焊管.双面埋弧焊螺旋钢管,双面埋弧焊工艺焊接而成的螺旋缝钢管。 /> L360螺旋钢管公司螺旋钢管焊接时需求之一就是要有致密性,这样才能在使用螺旋钢管 时不会出现事故。制造生产焊管时会遇到某些状况,例如气孔,当焊管进行制造的时候焊缝当中就会出现气孔,像焊管在进行使用的时候在焊缝当中存在着气孔的话,就会影响到焊管的致密性,使管道出现泄露造成重大的损失。还有在焊管进行使用的时候还会因为焊缝当中的气孔,而引起腐蚀,降低焊管的使用时间。较常见的导致螺旋钢管焊缝当中出现气孔的原因是:焊剂当中存在着水分,或者是一些脏东西等等,在进行焊接的时候存在着这些东西就会使焊管出现气孔。在进行焊接的时候,选择相当的焊剂成分,在进行焊接的时候出现反应,从而在进行焊接的时候不会出现氢气孔。螺旋钢管焊缝表面和焊剂的清洁与干燥也是很必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候容易产生。 螺旋钢管的优势即是能够用相同的资料出产出和同类管材比较的管径较大的焊管,还能够出产出不一样管径的焊管,可是比较 起直缝焊管,螺旋钢管的出产速度就比较低,所以大家在挑选小口径的焊管都会挑选直缝焊管,大口径的**就挑选沧州螺旋钢管了。螺旋钢管探伤是非常关键的,但较重要的是较好提前做好防范措施以减少有质量问题的产品出现,减少不必要的损失;限制母材和焊接材料中易偏析元素和有害杂质的含量,主要限制硫含量,提高焊条或焊剂的碱度,以降低杂质含量,改善偏析程度;改进焊接结构形式,采用合理的焊接顺序,提高焊缝收缩时的自由度。螺旋钢管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送.采用外控或内控辊式成型。薄壁螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。 螺旋钢管不仅具备较高的品质和更高的阻燃性,更高的维卡温度,更高的体积电阻率,更高的强度,更小的摩擦系数。同时还具备弯曲、盘管的功能,不仅大大方便贮存、运输、堆放、施工。还因大大减少接头数量:lkm直管的接头是166个,而PVC—C螺旋管接头仅1O个。不仅节省检查、接头费用,还可以大大提高埋地电力管的安全可靠性河北大口径螺旋钢管厂家。而且该管材单位质量较轻,施工方便,所以综合造价也并不高。螺旋钢管广泛采用双面埋弧焊的焊接技术,下面浅谈一下埋弧自动焊的形成过程及特点。埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。螺旋钢管埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。
河北欧昆管道有限公司专注于保温钢管,防腐钢管,螺旋钢管等
词条
词条说明
螺旋焊管经常会出现管壁偏厚或偏薄的现象,小编为大家进行详细解答,连轧工艺的调整是导致螺旋焊管管壁厚薄不均匀的主要根源。主要成因在于管坯前端弯曲度、切斜度过大、管坯定心孔不正,因而造成河北螺旋焊管管壁壁厚不均。穿孔机抛钢不稳定同样会造成毛管尾部壁厚不均匀。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。补救措施有三点,检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。关注导盘使
标签:国标螺旋钢管厂家
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北欧昆管道有限公司
联系人: 付一博
电 话:
手 机: 18303175511
微 信: 18303175511
地 址: 河北沧州盐山县工业园区
邮 编:
相关推荐





相关阅读
八方资源网提醒您:
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 天津格瑞泰科技有限公司
- 河北科仓管道有限公司
- 沧州航锐管道装备制造有限公司
- 河北新通达管道设备有限公司
- 河北海乾威钢管有限公司
- 武汉颢峰脚手架工程有限公司
- 沧州市顺为钢管有限公司
- 沧州华刚钢管有限公司
- 广东雨江钢铁有限公司
- 金华市金东区鑫泰户外用品厂
- 商家产品系列
- 产品推荐
- 资讯推荐







¥3900.00

¥3900.00















