金刚石修复砂轮的注意事项
- 时间:2020-04-27作者:青岛晟鑫杰金刚石工具有限公司浏览:349
富士达fujitec电梯夹绳器0116AAGC12, 额定速度:0.6-2.5m/s, 额定载重:630-1600kg, 动作速度:1-3.55m/s, 钢丝绳规格:绳直径*绳槽数*绳间距(16*7*25), 曳引比:1:1
青岛晟鑫杰金刚石工具有限公司专注于金刚石砂轮刀厂家,金刚石修整笔厂家,金刚石电镀砂轮厂家,金刚石树脂砂轮厂家,天然金刚笔厂家,金刚石成型刀厂家等
词条
词条说明
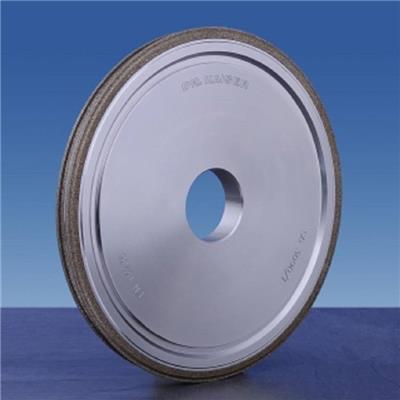
1:用途树脂结合剂金刚石砂轮硬度高,强度大,研磨能力强,主要用于研磨高而硬的合金、非金属材料、切割硬而脆硬质合金、非金属矿物等。2:特性树脂结合剂金刚石砂轮具有良好的抛光作用,磨削时砂轮锋利,不易堵塞,具体特点如下:1.磨削效率高,同时砂轮消耗相对较慢;2.自锐性好,磨削时发热量小,不易堵塞,减少了磨削时出现工作烧伤的现象;3.砂轮具有一定的弹性,有利于改善工件表面的粗糙度,主要用于精磨、半精磨、
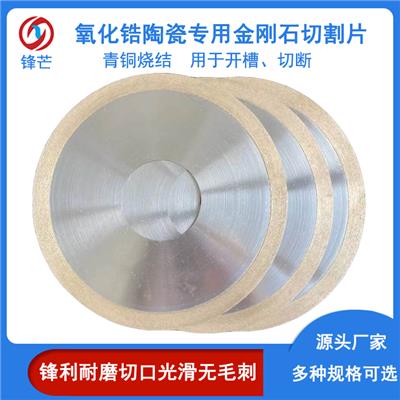
烧结型金刚石砂轮烧结型金属结合剂砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性耐磨性好,使用寿命长,可承受较大负荷。因砂轮烧结过程不可避免地存着收缩及变形,所以使用前必须对砂轮进行整形,但砂轮修整比较困难。目前生产常用砂轮对滚整形方法不仅修整时费时费力,而且修整过程金刚石颗粒脱落较多,修整砂轮本身消耗很大,整形精度较低。为大家介绍近年来各国学者相继开展了应用
青岛晟鑫杰金刚石电镀砂轮厂家主要产品有金刚石成型刀、车刀、砂轮刀、四角刀、金属笔、金刚石修整器、金刚石滚轮、金刚石拉丝模、玻璃刀、刻花刀、硬度计压头、金刚石铰刀、硅刀、金刚石砂轮、及钻石、钻戒等。还可定制来料加工及修理,原料主要来源于南非、比利时。山东金刚石修整器专业厂家是一家专业生产精密砂轮修整刀具的制造企业。通过十多年的发展我们积累了丰富的砂轮修整刀具制造经验,培养了一批有相当水平的专业技术人
晟鑫杰金刚石工具有限公司始创于2013年,是国内良好的天然金刚石修笔工具的生产商,是集天然金刚石原料、金刚石制品及金刚石深加工、砂轮修磨工具为一体的专业生产厂家。 晟鑫杰金刚石修笔工具公司自成立以来一直致力于研究开发金刚石工具新技术,潜心研究疑难工具,使进口修整工具国产化.先后引进国内外成套生产设备和检测设备,是我国金刚石工具行业中生产工艺、技术装备和生产质量控制手段比较完备的高科技企业。 生产的
联系方式 联系我时,请告知来自八方资源网!
公司名: 青岛晟鑫杰金刚石工具有限公司
联系人: 崔小姐
电 话:
手 机: 19935941334
微 信: 19935941334
地 址: 山东青岛李沧区虎山路68号
邮 编:
网 址: cjf4134.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 佛山市金岚科技有限公司
- 台州市圣西亚金刚石设备有限公司
- 句容欣达晶体材料有限公司
- 厦门麦莎贸易有限公司
- 西安博锐钻采机具有限公司
- 扬中市鸿兴金刚石工具厂
- 河北佰顿金刚石工具有限公司
- 泉州市朝旭金刚石工具有限公司
- 北京市朝阳鑫磊金刚石工具厂
- 西安盈磊超硬磨具科技有限责任公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥2500.00

¥670.00