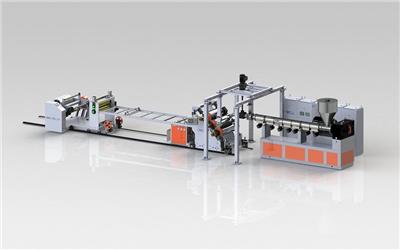
挤出机生产操作应注意的那些事项?
- 时间:2020-05-08作者:青岛安捷能电器科技有限公司浏览:309
① 每次挤出机开车前要检查机筒内、料斗上下及内部有无异物,检査各部位紧固螺栓有无松动,安全罩是否牢固,各按钮开关位置是否正确,然后在各润滑部位加足润滑油,做好设备的清洁卫生工作。
② 准备开车时,通知设备周围的工作人员。
③ 低速启动驱动螺杆转动用电动机,检查主电动机工作电流表指针摆动是否正常,如出现设备工作运转有异常声响或螺杆运转不平稳现象,应立即停车,找有关人员维修解决。
④ 螺杆空运转试车不许**过30min, 一切正常后安装生产制品
用模具,安装模具用连接螺栓,使用前应涂一层二硫化钼或硅油,以方便拆卸。
⑤ 投料生产初期,螺杆用较低工作转速,上料要少而均匀,随时察看驱动螺杆转动用电动机的工作电流表指针摆动变化有无异常。
⑥ 挤出机投入正常生产工作后,操作者要经常检査轴承部位的温度变化。检査电动机及各轴承部位温度时,应用手指背轻轻接触检查部位。设备运转工作中不许用手触碰任何转动零件。
⑦ 拆卸、安装螺杆和模具时,不许用重锤直接敲击零件,必要时应垫硬木再敲击拆卸或安装。
⑧ 清理螺杆、机筒和模具上的残料时,必须用竹或铜质刀、刷清理,不许用钢质刀具刮残料或用火烧烤零件。
⑨ 处理挤出机故障时,挤出机不许开车运行。挤出机螺杆转动、调整模具时,操作者不许面对挤出料筒口,以防止意外事故发生。
⑩ 挤出机生产工作时操作者不许离岗,如必须离开时,应使挤出机停止运转。
⑪ 停车后拆卸螺杆,残料清理干净后要涂一层防锈油,如果暂时不使用,应包扎好并垂直吊挂在干燥通风处。
⑫ 较长时间停产不用的挤出机和成型模具,应涂好防锈油,封好各出人孔口,以防止异物进入。
青岛安捷能电器科技有限公司专注于塑料干燥机,机边破碎机,节能干燥机等
词条
词条说明
未使用过的新挤出机,安装完毕后,首先应进行全面检查。(1)检查所有的紧固件是否已经紧固。(2)检查所有的润滑点是否已装有足够的润滑油或润滑脂。(3)对油池或减速箱,首先应进行清洗,并检查有无杂物、金属屑等落入池中或箱中,然后按规定的润滑油牌号或数量,注入池中或箱中。(4)挤出机的传动系统采用油泵进行强制润滑时,应检查油泵的旋转方向是否符合规定要求,油的压力及循环是否良好。(5)检查主电机和真空泵电
1、每种塑料,都有一个理想塑化的加工温度范围,应该控制料筒加工温度,使之接近这个温度范围。粒状塑料从料斗进入料筒,首先会到达加料段,在加料段必然会出现干性磨擦,当这些塑料受热不足,熔融不均时,很易造成料筒内壁及螺杆表面磨损增大。同样,在压缩段和均化段,如果塑料的熔融状态紊乱不均,也会造成磨损增快。2、螺杆在机筒内转动,物料与二者的摩擦,使螺杆与机筒的工作表面逐渐磨损:螺杆直径逐渐缩小,机筒的内孔直
一、焦烧1、焦烧的现象(1)温度反映**高,或者是控制温度的仪表失灵,造成塑料**高温而焦烧。(2)机头的出胶口烟雾大,有强烈的刺激气味,另外还有噼啪声。(3)塑料表面出现颗粒状焦烧物。(4)合胶缝处有连续气孔。2、产生焦烧的原因(1)温度控制**高造成塑料焦烧。(2)螺杆长期使用而没有清洗,焦烧物积存,随塑料挤出。(3)加温时间太长,塑料积存物长期加温,使塑料老化变质而焦烧。(4)停车时间过长,没有清
注塑机干燥机在PET料领域的使用PET塑料分子结构高度对称,具有一定的结晶取向能力,故而具有较高的成膜性和成型性,因为PET塑料制品对注塑过程中的原料含水量十分敏感,因此需要干燥机对塑料颗粒进行烘干过程。PET塑料颗粒干燥机-PET塑料应用行业1.薄膜片材方面:各类食品、药品、无毒无菌的包装材料;纺织品、精密仪器、电器元件的高档包装材料;录音带、录象带、电影胶片、计算机软盘、金属镀膜及感光胶片等的
联系方式 联系我时,请告知来自八方资源网!
公司名: 青岛安捷能电器科技有限公司
联系人: 王经理
电 话:
手 机: 13969643150
微 信: 13969643150
地 址: 山东青岛胶州市山东省青岛市胶州市皮革城内
邮 编:
网 址: yzzbldqc.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 青岛安捷能电器科技有限公司
联系人: 王经理
手 机: 13969643150
电 话:
地 址: 山东青岛胶州市山东省青岛市胶州市皮革城内
邮 编:
网 址: yzzbldqc.b2b168.com
- 相关企业
- 蚌埠佳德智能装备科技有限公司
- 蚌埠佳德智能装备科技有限公司
- 艾斯曼(张家港)技术工程设备有限公司
- 昆山市钜钛工程塑料有限公司
- 东莞市东硕塑胶原料有限公司
- 台州市鼎祥塑料机械有限公司
- 台州市黄岩现代机械设备有限公司
- 台州市黄岩亚力塑机有限公司
- 台州市路桥亚力士塑料机械有限公司
- 台州好自来商贸有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐





¥80000.00


海绵切割机械凹凸波浪异形切割机全自动海绵压型机重型压型机可压厚棉
¥8888.00


¥1800.00











