机器人如何实现多工位焊接
- 时间:2020-05-12作者:沈阳固锐科技有限公司浏览:179
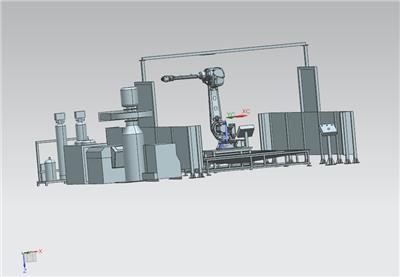
当机器人普及到各中小企业,很多企业主在机器人应用的初始阶段会面临诸多问题,就比如说由于初次使用机器人认知不足,导致面对一堆等着机器人去焊接的工件无从下手,那么如何合理的安排机器人的工作呢?我们从这个汽车储气罐的案例说起。
自动化生产是规范化的生产,无论企业大与小,想要实现自动化生产一定要规范生产的流程,将所需要机器人焊接的工件按照焊接先后顺序、任务量大小、相近规格尺寸排列,当然所有工件要在机器人臂展范围内,还有准备好各个工件的工装夹具,可利用柔性平台和可快换的手动夹具实现对不同工件的焊接,尽可能一个工件全部焊完之后再进行下一个工件的焊接,如果是两个工位的工件不同还需要计算焊接节拍,节拍相近的工件一起焊接机器人才可以在两个工件的焊接时间上很好的衔接。
众所周知机器人更适合于批量工件的焊接,所以如果有的工件所需不多的情况下就不要用机器人焊接了,机器人编程的时间还有准备工装的时间需要企业主自己权衡是否合适。
其实机器人的这种多工位焊接基本只存在于刚开始使用机器人的企业,当已经适应机器人生产后,大多数企业都不会止步于一台机器人的,一个机器人只针对一到两种工件的焊接,毕竟能者多劳也不能在一只羊上薅毛,各自守着自己的工作岗位卖力气才是正确的方法
沈阳固锐科技有限公司专注于沈阳焊接机器人,沈阳上下料搬运机器人,沈阳打磨喷涂机器人等
词条
词条说明
随着越来越多的企业用上了机器人进行焊接,那么随之而来也有许多的问题正待解决。1、很多人觉得机器人是**的,可以做任何动作,焊接任何工件。机器人可实现角度范围内的所有动作没错,但是并不是所有工件都适合机器人的焊接,一些枪进不去的位置或者是间隙较大的位置都不适合机器人的焊接,其次机器人在焊接时要求的工件精度还是很高的,。没有工装夹具的配合或者是组兑时的精度保证是很难实现自动化焊接的2、前期下料工序的精
数控切割机操作步骤 1.手动将割炬定到起始位置;在CNC上选定切割程序,并完成工作配置:切割速度、割缝补偿等内容,按“GO”按钮开始切割,按操作说明书对切割中出现的不同问题,进行相应处理,直到切割完成。 2.准备好需要切割的板材,碳钢、不锈钢、铝变形尽量小,厚度不能**过切割表允许范围,根据板材厚度选择相应易损件,并装入相应割炬内。&nb
2018年3月至2019年3月,经过长达一年的反复技术沟通及论证,在2019年3月13日,全位置管管自动焊到达营口客户现场进行安装调试,现场焊接、现场拍片做探伤均满足客户对产品质量的要求,引来众多工人围观。基于北方传统的生产意识和生产模式,很多生产企业面临焊接工人难招、好的焊接工人工资和各项费用高、生产效率难以保证的困难,尤其在焊接锅炉盘管焊接面临探伤和承压问题的情况下,工人焊接手法的不一致,导致
联系方式 联系我时,请告知来自八方资源网!
公司名: 沈阳固锐科技有限公司
联系人: 祁颈羽
电 话: 024-23204175
手 机: 13324032081
微 信: 13324032081
地 址: 辽宁沈阳浑南区浑南四路1号
邮 编:
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 合肥发源地智能机器人有限公司
- 深圳市鼎华科技发展有限公司
- 山东跃邦自动化技术有限公司
- 深圳市远茂智能系统科技有限公司
- 广州荣旭智能装备有限公司
- 北京果之核科技有限公司
- 郑州阿凡达智能设备有限公司
- 烟台海特林自动化科技有限公司
- 多米智能装备有限公司
- 广东嘉腾机器人自动化有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥36200.00

IP68防水电动水陆两栖机器人AFD-L13水下机器人履带底盘
¥57850.00





¥1600.00


¥399.00











