常用PE聚乙烯管件标识有哪些
- 时间:2020-05-20作者:山东智燃工程技术有限公司浏览:214
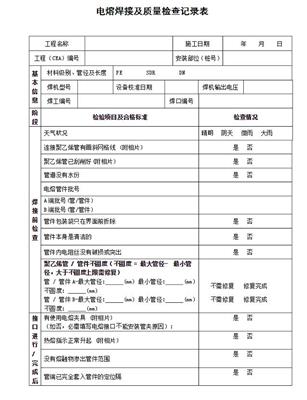
管件标识:
按照GB15558.2-2005和相关特种设备法规的要求,燃气管件应为黄色或黑色管材,标识内容应该打印或直接成型在管件表面上,并保在正常的储存、搬运、操作和安装后字迹清晰,以不引发开裂和影响管件的性能为标准。如果使用打印标识,打印内容的颜色应于管件本色不同;对于插口管件,标识不应位于管件的小插口长度范围内。
标识少应包含以下内容(*表示强制要求):
1、*特种设备制造许可标记“TS”(可以包括制造许可书编号),部分制造厂使用注册“AZ”标记;
2、生产厂名或商标;
3、*监检标记“CS”(尚未作为强制要求,广州市特种承压设备检测研究院使用“GRJ19-02”标记);
4、*规格尺寸;
5、*标准尺寸比或SDR;
6、“燃气”或/和“GAS”字样;
7、混配料牌号;
8、*材料和级别(混配料级别,PE80或PE100);
9、*标准代号;
10、*熔接条件(熔接时间、冷却时间等);
11、自动电熔焊的识别标志(如条码等)。
以上强制要求的管件标识各项内容的实例如下:
山东智燃工程技术有限公司专注于pe对焊机,全自动对焊机,焊工培训,全自动电熔焊机,手动对焊机,热熔机等
词条
词条说明
取考试的理论内容主要包括:1、聚乙烯压力管道基本知识;2、聚乙烯材料的分类、型号、牌号、成分、使用性能、加热后特点;3、聚乙烯管道用焊接设备、焊接辅具、量具的种类、名称、工作原理、使用方法和维护;4、热熔对接法和电熔连接法的特点、焊接工艺参数、焊接操作程序;5、焊接缺陷种类、产生原因、危害与预防措施;6、聚乙烯管道焊接接头的性能及其影响因素;7、聚乙烯焊接质量的影响因素和控制措施;8、聚乙烯焊接质
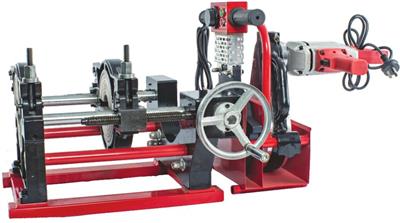
由于采用的标准不同和材料差异,热熔对接焊接在焊接的各个阶段所需要的时间和压力也不同;具体采用的标准和焊接参数应遵循管材管件生产厂家的要求。管材壁厚(mm)翻边高度(mm)加热时间t2(Sec)切换时间t3(Sec)渐升时间t4(Sec)冷却时间t5(min)0~4.50.5455564.5~71.045~705~65~66~107~121.570~1206~86~810~1612~192.0120
根据PE管热熔对接接头缺陷的成因、特征及其引起的失效形式可以将其分类如下:一、未熔合:是指由于焊接时受某些因素的影响,使得熔合面局部形成缝隙或者局部聚乙烯分子缠结不牢,导致接头性能严重下降。未熔合缺陷表现为熔合面的局部分子未缠结或局部分子缠结不牢,对接头寿命的影响严重,其失效过程受载荷条件影响较大。由于热熔对接焊属于压熔焊,焊接过程中需给管材施加一定轴向压力,故其未熔合缺陷一般都了现在熔合面上。未
在聚乙烯管道系统电熔连接施工过程中,常用的工具包括以下几种:1、平板利刀或旋转刮刀:一般用于刮除DN大于63的管材(管件)外表面的氧化皮,刮除厚度为0.2mm.2、固定夹具:用于电熔熔接时固定管材,使待焊的管材同心,在熔接和冷却过程 中不产生位移,保良好的气密性。3、旋转切刀和塑管剪刀:用于快速地切断管材。4、记号笔:用于标记需刮除氧化皮的区域及焊后标记焊口序号。5、平板尺:用于测量需刮除氧化皮区
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东智燃工程技术有限公司
联系人: 侯**
电 话: 0531-58060035
手 机: 15753183993
微 信: 15753183993
地 址: 山东济南天桥区美林大厦西塔1614
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 无锡名匠智能制造有限公司
- 珠海灵科自动化科技有限公司
- 威尔汀(山东)智能装备制造有限公司
- 山东一合机械有限公司
- 东莞市欣源峰科技有限公司
- 温州蓝斯特焊接设备厂(普通合伙)
- 山东智燃工程技术有限公司
- 盐城海宾斯通达邦成科技有限公司
- 深圳市友通塑焊机械有限公司
- 章丘市宁家埠慧君塑焊机配件厂
- 商家产品系列
- 产品推荐
- 资讯推荐

¥26000.00

¥3500.00

燃气管电熔pe管电焊电容焊接机全自动对焊机钢丝网骨架管天然气管
¥1300.00




¥1850.00


pe管道160口径液压半自动焊机ppr管焊接设备自来水管对接机
¥3500.00

¥1200.00











