冷压机使用注意事项
- 时间:2020-05-31作者:曲阜市汉林机械厂浏览:1
二: 冷压安全操作程序 1. 目的:安全使用设备,规范压板工序作业,确保产品符合质量要求 2. 适用范围:冷压机压门,压板作业工序 3. 作业前设备、工具、材料准备 4、操作前应对冷压机的油路、电路、压板中有无异物等进行全面检查,并要空车试运行, 确认良好,方可作业; 5、检查机器压力系统是否正常,检查压机油泵、油路是否通畅及有无漏油现象。 将机台(包括光板伤的胶垢)及作业场地用气枪清理干净,并保持随时清洁; 准备好待加工的基材、中纤板并检查工件的规格形状数量表面是否存在磕伤磨痕磨花崩 边等缺陷; 三: 冷压使用程序 1、 选用表面清洁平成的密度板作为加工基层,工件表面用气枪清理干净; 2 、涂胶前对于铲平的厚度要严格把关,有不合格部件必须弃用,另行处理; 3 、用涂胶机进行涂胶,涂胶需均匀一致,将溢出的胶液擦净,将涂胶后的工件按图纸要求 放入压机中,要放置平整,对端做固定处理,一定要将骨料按照图纸空位摆放,注意打钉位置要错开修边处。 4、 对加工产品进行施压,开启压机电源开关,将活动压盘压下,同时观测压力表。 5 、冷压压合后,检查加油后部件四周是否出现异常, 如有异常应立即停机处理,压合后 的产品要求表面平整,无起杠,无脱层等现象。如出现侧类问题,需进行重新加胶压合或另行补救。 四: 冷压完成卸板时的作业 1 、|停机、清理、清洁现场、关闭压板。将工件抬起,不得在板上拖下,避免划伤、碰坏。 2 、压合好的工件平整放入垫板上,已贴号饰面的工件必须用纸皮或其他防护措施。必须严 格按照压板提示摆放工件,否则会引起压板变形。 3 、按相应的规格平面放置,堆码整齐,待检验合格后在生产记录卡上做好记录和标识并签 名,及时移交到下一道工序。 五:安全事项 1 、冷压机到厂后必须水平放置,每平方米误差小于1mm以内。(必须水平,否则长时间 使用会造成压机原件变形); 2 、压力表调整必须严格按照规定要求调整,根据压机说明设定压力较大值(17Mpa); 3 、在压机的升降过程中, 严禁将手伸入压机内, 使用玩的压机应保持闭合状态; 4 、经常检查液压站,缸体和机械上的螺栓、螺母的紧固状况,发现松动及时锁 紧,保养 材料一般为黄油、机油、柴油等; 5、 严禁操作时冷压机下方站人; 6 、严禁在油箱周围使用明火和吸烟,严禁开机时擅自离开或嘻笑打闹等
曲阜市汉林机械厂专注于冷压机,贴面机贴纸机,制板机等
词条
词条说明
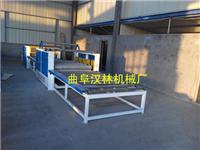
液压式冷压机主要参数 压力:50吨(可调) 压板尺寸:1250*2500MM 压板开距:1000MM 油缸数量:2支 油缸直径:125MM 机身颜色:常规为银白色,也可根据您的要求订其他颜色 机械结构:以符合国际标准钢板,工钢及槽钢焊接工艺而成 特点: 1 计时控制,可根据生产工艺设置压制时间,到时压板自动升起,方便省事。 2 液压系统压合速度相对较快,可达到1.0m/min 3 压板经大型龙门铣
二: 冷压安全操作程序 1. 目的:安全使用设备,规范压板工序作业,确保产品符合质量要求 2. 适用范围:冷压机压门,压板作业工序 3. 作业前设备、工具、材料准备 4、操作前应对冷压机的油路、电路、压板中有无异物等进行全面检查,并要空车试运行, 确认良好,方可作业; 5、检查机器压力系统是否正常,检查压机油泵、油路是否通畅及有无漏油现象。 将机台(包括光板伤的胶垢)及作业场地用气枪清理干净,并保
标签:冷压机使用注意事项
联系方式 联系我时,请告知来自八方资源网!
公司名: 曲阜市汉林机械厂
联系人: 李文刚
电 话: 0537-4428345
手 机: 15264712988
微 信: 15264712988
地 址: 山东济宁曲阜市校场路
邮 编: 273100
相关推荐






相关阅读
八方资源网提醒您:
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 济南立博机械设备有限公司
- 河南沃姆工业设备制造有限公司
- 张家港羽成机械有限公司
- 上海创沐工业技术有限公司
- 高密弘祥机电科技有限公司
- 眉硅智能科技(上海)有限公司
- 山东宝利菲尔机械科技有限公司
- 宏迈智能起重机(苏州)有限公司
- 巩义市北斗机械科技有限公司
- 山东远森机械设备有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥2000.00









¥4800.00












