一重数控告诉您如何防止数控龙门钻铣床报警
- 时间:2020-08-08作者:江苏一重数控机床有限公司浏览:119
我们知道,数控龙门铣床的加工过程是在CNC数控系统的控制下,通过执行工件的加工程序自动完成。不过,任何加工设备均由其较大的加工范围,若**过这个极限的话,就可能造成机床因**程而损毁。那么,如何预防数控龙门钻铣床报警呢?带着这个问题我们继续往下看。 数控龙门钻铣床具有硬限位和软限位两重保护,出现报警也涉及这两方面。正常情况下,主要包括由电路断路或限位开关损坏造成报警、操作不规范或机床失控造成的报警、回参考点过程失败引起限位报警、机床参数受外界干扰或丢失造成的报警、坐标系和数控程序的影响造成的报警灯几个方面的。 一、由坐标系和数控程序的影响造成的报警 正常情况下,工件加工程序的编制必须严格考虑数控龙门钻铣床的加工范围,在工作过程在,一旦刀具进入禁止区域,便会出现行程限位报警。一般由两种情况造成,一种情况是程序坐标值因操作不当被改大;另一种情况是因机床的加工坐标系参数设置不当,在走相对坐标时,**出行程范围造成。 二、由电路断路或限位开关损坏造成的报警 因控制电路断路或限位开关损坏造成的报警引起限位报警的情况发生的概率很大,因外部元器件受环境影响较大,因机械碰撞、积尘、摩擦等因素的影响,较易导致相关限位开关本身损坏或控制器电路断路,这种情况便会造成机床发生限位报警信息。这类故障的处理比较简单,直接把损坏的开关或者导线修复好或更换即可。 三、参数受外界干扰或丢失造成的报警 这种原因造成的报警一般以软限位参数为常见。我们知道,一般加工车间电源质量差、加工环境恶劣、屏蔽措施不到位是比较常见的现象。这较易导致数控龙门钻铣床各种参数发生变化或丢失,从而造成限位报警情况发生。正常把相应参数恢复即可排除障碍,不过要彻底查清故障才行。 四、操作不规范或者机床失控造成的报警 这种情况主要以数控龙门钻铣床的硬限位报警为主,一般来说,通过直接补救措施即可快速恢复,利 用机床本身的**程解除功能或短接法是日常维护的习惯方法。 五、回参考点过程失败引起限位报警 数控龙门钻铣床配置的CNC数控系统正常都可利用参数修正功能来维护机床,若机床实际位置未**过限位位置而发生限位报警,首先应查是否因行程的参数丢失或改变而造成。一般情况下,为了机床的安全,机床实际位置离参考点会有一定距离。也就是说硬限位的极限尺寸应大于软限位的极限尺寸。 通过上述介绍,希望大家能对如何防止数控龙门钻铣床报警有所了解。江苏一重精密机床分公司专 业生产各式龙门平面钻、数控龙门镗铣加工中心、数控板材加工中心,所**床均可根据客户需求更改尺 寸和技 术参数,如果有需求可直接拨打网站电话, 竭诚为您服务。(本文摘自网络,仅供参考)
江苏一重数控机床有限公司专注于数控高速钻,龙门铣,精密机床等
词条
词条说明
数控龙门加工中心是指主轴轴线与工作台垂直设置的加工中心,整体结构是龙门式 框架,由双立柱和**梁构成,中间还有横梁。尤其适用于加工大型工件和形状复杂的工 件。 龙门加工中心的工作台、床身、立柱、横梁和滑枕等大铸件采用铸铁或者焊接件, 铸件内腔系蜂巢式复合排列结构,设计先进,均经时效及二次回火处理,消除残留内应 力使材质稳定,确保工件加工精度的稳定及机床寿命。 龙门加工中心的操作规程: 1、操作者应
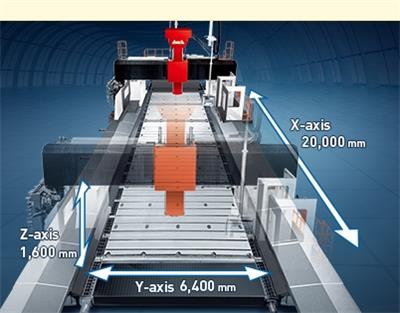
江苏一重数控机床有限公司介绍说,提到数控龙门钻大家都知道是数字化控制的机床,具体了解多少就要因人而异了。今天,我们就让小编来给大家详细的说说有关数控龙门钻床的知识,了解一下数控龙门钻床机床结构是怎么样的。 数控龙门钻的机床结构: 1、数控龙门钻系列采用工作台移动,横梁固定式龙门框架结构。广泛适用于汽车、航空航天、印刷包装、纺织机械、制冷石化及机车车辆行业对各种板类、盘类、箱体类、机架及模具等精密
钻铣床是集合钻、铣、镗、磨于一体的机床设备。那么,钻铣床的主要铣削方式有哪两种呢?对于这个问题,江苏一重数控给出了如下介绍。 江苏一重数控机床有限公司介绍说,钻铣床的铣削方式主要有两种周铣和端铣两种。具体介绍如下: 1、周铣:使用铣刀圆周上的切削刃进行的铣削,称为周铣,也叫做周边铣削。由于圆柱铣刀由多个刀齿组成,所以铣出的平面会有微小波纹。同时,其圆柱度的好坏直接影响铣削平面的平面度。 2、端铣
数控钻床钻头使用注意事项是哪些?数控钻床主要用于钻孔、扩孔、铰孔、攻丝等 加工.钻头作为其重要的部件,在使用中,要注意以下事项: 1、要常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会导致小 直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头 与钻头之间打滑。 2、定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。 3、要经常检查主轴压脚.压脚接
联系方式 联系我时,请告知来自八方资源网!
公司名: 江苏一重数控机床有限公司
联系人: 赵女士
电 话:
手 机: 18952549456
微 信: 18952549456
地 址: 江苏扬州江都区江都区城北工业园
邮 编:
相关推荐








相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 山东海鲲数控设备有限公司
- 江苏成海智能装备有限公司
- 珠海维那斯数控机械有限公司
- 东芝工业机器系统(上海)有限公司
- 河南惠勒多网络科技有限公司
- 无锡拓普斯电子科技有限公司
- 江苏一重数控机床有限公司
- 济南市历城区锐业锋机械厂
- 商家产品系列
- 产品推荐
- 资讯推荐

¥9999.00

¥9999.00





¥100000.00

¥89999999.00














