污水池集气盖板真空导入成型法
- 时间:2021-04-16作者:四川中科大成科技有限责任公司浏览:423
(3)工艺制作有一定的风险。特别是大型复杂结构产品,一朝在**树脂注入中败绩,产品易废弃。因为这个要有较好的**阶段研讨,严明的工艺扼制和管用的弥补处理办法,以**工艺的成功。
四川中科大成科技有限责任公司专注于玻璃钢防腐储罐,玻璃钢夹砂管道,通风排烟设备厂家等
词条
词条说明
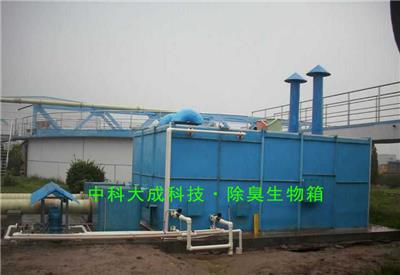
钢能够保持防悬吊膜的结构,采用强氟碳膜覆盖废气,钢的内部是悬吊膜.它不仅对氟碳纤维膜的抗剥蚀作用,而且基本上处理的侵蚀性能钢结构由于接触剥蚀气体,因为钢结构可以预先假定的深入思考钢铁防腐等级由共同建设.它具有50年的使用寿命,具有钢结构的功能.完成了结构风机与裹尸布的**连接.由于所有钢勉强保持膜的构造都是紧密封闭的,膜的外形态为润滑油球(负高斯球),风荷载系数小,风阻力大.密封性能好:所有的薄膜
玻璃钢污水池盖板就是玻璃钢制作的一种盖板。从综合方面考虑,玻璃钢污水池盖板http://以的优势占据 。虽然在强度上比不上一些金属盖板,但是其防腐蚀的性能是金属盖板远远不能相比的。在承载能力方面远胜于木质盖板和塑料盖板,可设计性、 性能更是远胜于上述几种盖板。玻璃钢地沟盖板的安装依据工程设计及用途有多种安装法,目前主要有四种安装法:楼梯安装、沟渠安装、地坪安装和支撑梁安
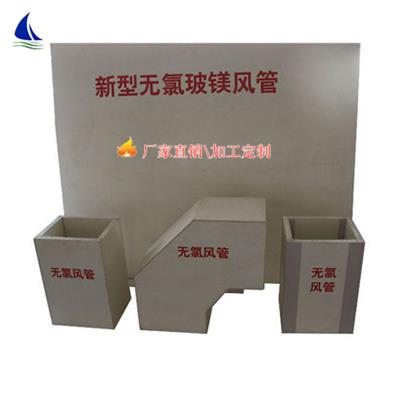
目前来说一般的通风管道选用的是铁皮或者镀锌材质,使用一段时间后就会生锈、断裂,使用寿命相当的短,经过多年的市场经验,为了节约钢板和降低生产成本,就用玻璃钢代替了原有的风管材质,使用效果也是比较理性的。 玻璃钢风管在正常工作运行状态下可以使用20年以上,因为一般来说玻璃钢风管的是有寿命正常范围值是20-30年是没有问题的。 &
玻璃钢风管可以分为**玻璃钢风管和无机玻璃钢风管,不管是**的还是无机的,起到的作用也是一样的,但是他们有着不同的特点,下面小编就来给大家介绍一下,**玻璃钢风管和无机玻璃钢风管有哪些不一样的地方?想要了解的朋友就跟着小编一起来看看吧!**玻璃钢风管—**玻璃的功能资料:**玻璃的化学称号叫聚甲烯酸甲酯,是由甲基丙烯酸酯聚组成的高分子化合物。使用:**玻璃使用普遍,不只在贸易、轻工、修建、化工等方
联系方式 联系我时,请告知来自八方资源网!
公司名: 四川中科大成科技有限责任公司
联系人: 张经理
电 话: 13688377398
手 机: 13688377398
微 信: 13688377398
地 址: 四川成都新都区文家一巷194号
邮 编:
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 深圳市普惠环保科技有限公司
- 湖南春涧环保设备科技有限公司
- 山东兆丰管业有限公司
- 苏州环形山环保工程有限公司
- 天津承诚通风净化设备有限公司
- 江西天骄建材有限公司
- 甘肃鑫伯巨物资有限公司
- 吉林美高管道系统有限公司
- 淄博金坤能源管理有限公司
- 山西安冉管道工程有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥19800.00






¥68.00


¥302.80














