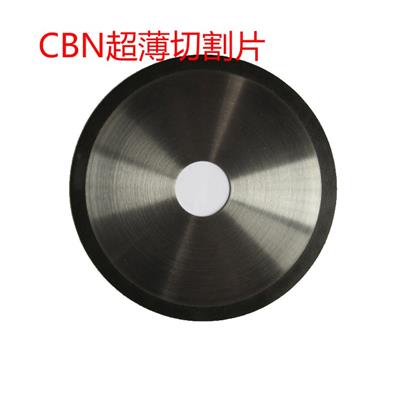
陶瓷CBN砂轮的典型应用分析:磨凸轮轴双片cbn砂轮
- 时间:2021-03-02作者:河南爱磨仕超硬磨具有限公司浏览:80
在磨具制造和磨削应用方面,超硬材料磨具的发展速度较快。陶瓷结合剂CBN 砂轮作为一类高速、高效、高精度、低磨削成本、低环境污染的高性能磨具产品,代表了当今磨具产品的发展方向和趋势,应用前景十分广阔。
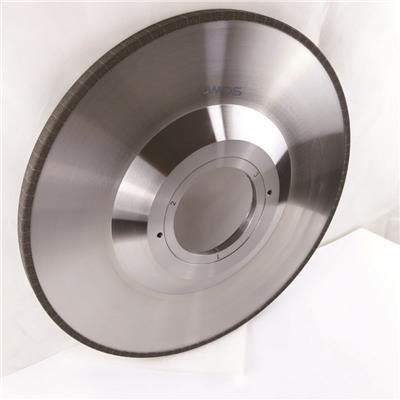
外圆磨砂轮用以磨削轴类工件的外圆柱、外圆锥和轴肩端面。爱磨仕研制生产的陶瓷结合剂CBN外圆磨砂轮可满足160m/s或更高线速度要求,具有较高的锋利度和散热性能,且加工尺寸稳定一致,修整频次低、排屑顺畅等优点。主要适用于曲轴、凸轮轴、滚套轴外径、曲轴止推面和偏芯部外圆以及长短轴外径的精密磨削。
陶瓷结合剂CBN砂轮的典型应用----磨凸轮轴双片cbn砂轮
生产工艺:采用高强度、低温微晶陶瓷结合剂,砂轮切削锋利,磨削不易发热和阻塞,易控制加工精度及修整,可大进给成型磨削,适用于发动机凸轮轴粗、精加工
磨削材料:铸铁类 冷激铸铁、球墨铸铁、灰口铸铁、合金铸铁等
钢件类 20Cr、GCr15、CF53、45钢、55钢、80B高碳钢等
适用机床:德国勇克(JUNKER)、 德国肖特(SCHAUDT)、英国兰迪斯(LANDIS)、日本丰田(TOYODA)、国内湖大海捷、江西杰克及其他国内外**厂家生产的精密数控磨床。
河南爱磨仕超硬磨具有限公司专注于平面磨砂轮,内圆磨砂轮,外圆磨砂轮等
词条
词条说明
1.磨削的分类 根据砂轮线速度磨削可以分为: 普通磨削(V≤45米/秒) 高速磨削(45米/秒≤V≤150米/秒) **高速磨削(V≥150米/秒) 其他分类本文不再赘述。 2.高速磨削的优势分析 高速同普通速度相比较有以下特点: 1.可以提高生产效率1-3倍; 可以大大提高磨削效率。 2.工件的表面粗糙度参数值降低30-50%;提高加工工件的表面质量: 3.砂轮的寿命提高1倍左右; 提高砂轮的耐用
CBN磨料由于硬度高,而且具有微破碎结构,因此,对于研磨高硬度的钢材,能达到很好的效率。然而,CBN砂轮在使用时有时会出现震动,这次就其中的情况做具体分析。 原因1:CBN砂轮属于超硬砂轮,一般用于高速/高效磨削,砂轮的线速度较快,因此对砂轮的安装精度要求高,且与砂轮配套的磨床要求具备较好的刚性,否则容易产生震动情况,影响磨削精度。 原因2:多数的CBN砂轮基体为金属(钢/铝)制造而成,高速磨削中
曲轴是发动机中的重要零件之一。其形状特殊、又细又长,所用材料加工性能差,加工工艺繁多。接触面积比其他轴颈侧面大很多,各项精度要求也很高。目前,止推面磨削烧伤是曲轴生产中普遍存在的缺陷。 而目前行业认可的磨削曲轴的砂轮采用的是陶瓷结合剂cbn砂轮,主要原因包括两大方面。一是陶瓷结合剂cbn砂轮磨削性能好、加工表面质量好。由于立方氮化硼磨具能够长期保持磨粒微刃的锋利性,会使被加工工件加工精度和表面粗
确定一个完整理想的CBN砂轮磨削方案需要多方面的考虑。以下爱磨仕总结CBN磨具磨削系统解决方案的五大方面。 1.CBN磨具 在制造和选择磨具时主要考虑下面四个方面因素的影响。 磨料选择 结合剂 浓度 硬度 2.磨床 磨床是磨削体系的中心,磨床的性能对磨削效果有较重要的影响,对CBN磨削来说尤其如此。 高速度 高刚性和抗振性 高自动化 3.修整 使用金刚石滚轮修整,不仅可提高修整效率,更重要的是可
联系方式 联系我时,请告知来自八方资源网!
公司名: 河南爱磨仕超硬磨具有限公司
联系人: 贾慧云
电 话:
手 机: 19138113879
微 信: 19138113879
地 址: 河南郑州中原区梧桐街68号
邮 编:
网 址: hnamos.b2b168.com
相关推荐


相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 河南黄河旋风股份有限公司
- 聊城泰利金刚石工具有限公司
- 天津市优谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒锐金刚石砂轮技术有限公司
- 合肥双良数控设备有限公司
- 金华市佳轮研磨工具有限公司
- 河北振兴砂轮制造有限责任公司
- 永康市企鹅砂轮厂(普通合伙)
- 商家产品系列
- 产品推荐
- 资讯推荐

¥12800.00

¥1000.00


¥400.00