影响XPS挤塑板阻燃性的原因有哪些?
- 时间:2021-04-29作者:南京法宁格智能装备有限公司浏览:44
大多数XPS挤塑板的生产厂家普遍存在的问题是,阻燃剂阻燃效果不明显,阻燃剂的热稳定较差,阻燃性不均匀,在同一张板子上,有的地方阻燃明显,有的地方则阻燃效果很差甚至不阻燃;同样的阻燃剂,在一台机器生产出来的板子中阻燃效果很好,在另一台机器则很差;同一台机器,不同的厂家,阻燃性能相差很大。导致这些问题产生的原因主要有三个: 人为因素 阻燃剂在挤塑板中的添加量是很少的,一般低于10%,要使阻燃剂均匀的分布到物料中,搅拌是关键的部分,要想使每百克物料均匀的含有5克左右的阻燃剂,可想而知需要大量的人工搅拌或专门的搅拌机进行搅拌,大多数厂家直接将阻燃剂撒在物料表面送入上料机,尽管上料机自带搅拌,短时间内也只能形成小区域的分散很难均匀混合,造成阻燃成区域性,其不合格项主要体现在GB 8624要求的氧指数试验上。 生产工艺因素 不同的设备生产厂家对设备的内部结构设计不尽相同,致使物料在设备内部的塑化、分散、停留时间也不尽相同。常规的阻燃剂以六溴环十二烷为主,其分解温度较低,与普通挤塑板的加工温度存在一定的矛盾性,普通的热温度足以使绝大部分阻燃剂分解失效,因此我们通常以熔体温度作为阻燃板的标准,而不是加热温度,实际生产证明生产厂家视设备情况将较高熔体温度调整在175-190摄氏度之间能生产较佳挤塑板材质量和阻燃效果,此加工温度与绝大多数设备生产厂家提供的工艺温度相违背,主要因为设备生产工艺是参照新出厂的聚苯乙烯颗粒的熔融温度,而实际生产中,大部分的挤塑板都是用再生PS颗粒生产的,而再生PS颗粒和新料熔融温度相差20-30摄氏度。因此设备对物料的剪切热会越积越高,如果不对长时间生产过程中的加热温度和冷却水进行调整也会导致阻燃成分分解失效,其不合格项主要体现在单体试验参数上。 阻燃剂因素 阻燃剂的种类按外观分三种:粉状、颗粒和母粒。母粒是阻燃剂加上塑料载体、分散剂经过挤出机加热制成颗粒,其中阻燃剂成分会占到40%-50%,母料的分散性好、使用卫生无粉尘,缺点是使用成本高,阻燃经过一次加工不可避免的会有一点损耗。粉状阻燃剂使用时间较早,也较为广泛,经济性好、阻燃效果好,缺点是与塑料颗粒比重不同,容易分层。颗粒型阻燃剂是粉状阻燃剂经过干法挤出制成颗粒,不添加任何杂质成分,不经过热加工没有物料分解损失,他的成分与粉状相同、用量一样,颗粒比重与PS粒料接近,解决了粉状产品分散不均的问题,现已广泛使用。
南京法宁格智能装备有限公司专注于XPS生产线,PET发泡生产线,xps挤塑板等
词条
词条说明
**、断面水晶反光更少 普通XPS挤塑板的水晶反光更多,且掰断断面很平整,二氧化碳挤塑板的断面高低不平,且呈条纹状。 细看可以发现,反光的是挤塑板泡孔壁。因为泡孔粗大,所以泡孔壁的反光明显,肉眼可见。 无水晶反光,说明二氧化碳挤塑板的泡孔更细腻。 在用力按压后,两种挤塑板都会下凹,普通挤塑板表面还会断裂。 这说明普通挤塑板表皮较厚,且脆性大。挤塑板表皮基本没有泡孔,所以是没有保温效果的,一旦破裂就
大多数XPS挤塑板的生产厂家普遍存在的问题是,阻燃剂阻燃效果不明显,阻燃剂的热稳定较差,阻燃性不均匀,在同一张板子上,有的地方阻燃明显,有的地方则阻燃效果很差甚至不阻燃;同样的阻燃剂,在一台机器生产出来的板子中阻燃效果很好,在另一台机器则很差;同一台机器,不同的厂家,阻燃性能相差很大。导致这些问题产生的原因主要有三个: 人为因素 阻燃剂在挤塑板中的添加量是很少的,一般低于10%,要使阻燃剂均匀的分
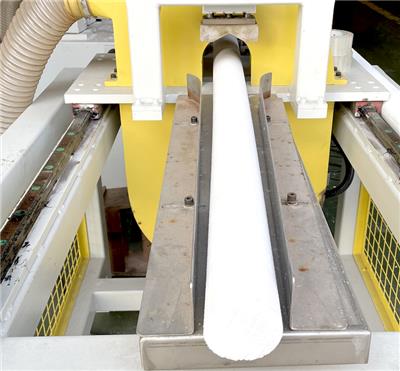
**临界发泡技术是用**临界二氧化碳及氮气把颗粒状的或板状的TPU材料进行膨化(俗称发泡),是近年来发展起来的一种新型发泡技术,主要用于TPU(热塑性聚酯弹性橡胶)发泡。主要用于制作各种高档运动鞋的鞋底材料,也可用于包装材料、缓冲垫片、包装材料、震动阻尼材料、汽车内饰材料等工业领域。因为这种材料的高弹性(回弹率可达61%以上)、高强度、高韧性、高耐磨性、高耐黄变性、抗老化、密度小(0.15-0.25g
联系方式 联系我时,请告知来自八方资源网!
公司名: 南京法宁格智能装备有限公司
联系人: 法宁格
电 话:
手 机: 15850662049
微 信: 15850662049
地 址: 江苏南京江宁区中林路2号
邮 编:
相关推荐




相关阅读
八方资源网提醒您:
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 济南立博机械设备有限公司
- 河南沃姆工业设备制造有限公司
- 张家港羽成机械有限公司
- 上海创沐工业技术有限公司
- 高密弘祥机电科技有限公司
- 眉硅智能科技(上海)有限公司
- 山东宝利菲尔机械科技有限公司
- 宏迈智能起重机(苏州)有限公司
- 巩义市北斗机械科技有限公司
- 山东远森机械设备有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥2000.00









¥4800.00












