陶瓷cbn砂轮质量检查的几个注意事项
- 时间:2021-05-17作者:河南爱磨仕超硬磨具有限公司浏览:124
陶瓷磨具成型应保证其在尺寸,组织,硬度,均匀性,平衡性,强度等性能要求符合行业标准,坯体所用的磨料、粒度及形状符合工艺图纸的规定。 陶瓷cbn砂轮检查项目: 湿坯:磨料,粒度,结合剂符合要求;外径、孔径,厚度等必须符合工艺规定的公差要求。具体如下: 1)砂轮外径: 小于150mm,不平行度小于0.2mm,不平直度小于0.5mm; 150-600mm,不平行度小于0.3mm,不平直度小于1.0mm; 大于600mm,不平行度小于0.5mm,不平直度小于1.5mm; 2.湿坯表面: 表面不得有裂纹,起层等现象,结合剂不应有白点,糊精等 3)外观: 对于湿坯发生的粘膜,凹坑,掉边等外观缺陷,不应**过以后工序说允许的要求,以确保能达到成品尺寸及其外观为准。 压制成型的要求,具体可咨询河南爱磨仕技术。
河南爱磨仕超硬磨具有限公司专注于平面磨砂轮,内圆磨砂轮,外圆磨砂轮等
词条
词条说明
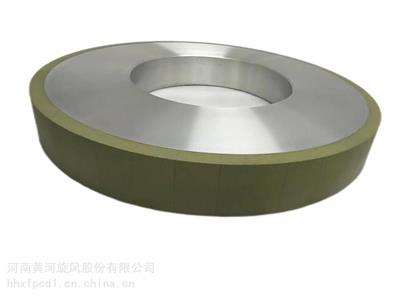
CBN磨料由于硬度高,而且具有微破碎结构,因此,对于研磨高硬度的钢材,能达到很好的效率。然而,CBN砂轮在使用时有时会出现震动,这次就其中的情况做具体分析。 原因1:CBN砂轮属于超硬砂轮,一般用于高速/高效磨削,砂轮的线速度较快,因此对砂轮的安装精度要求高,且与砂轮配套的磨床要求具备较好的刚性,否则容易产生震动情况,影响磨削精度。 原因2:多数的CBN砂轮基体为金属(钢/铝)制造而成,高速磨削中
1.发动机曲轴的精度要求: 曲轴是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈。曲轴是整个机械系统的源动力,因此必须保证曲轴加工的精度质量。 2.曲轴精磨的烧伤问题 目前采用磨具进行成型磨削是曲轴加工必不可少的加工工序之一。如果磨削区温度**过了相变温度,而磨削区域又无冷却液进入,较易造成曲轴的退火烧伤。在曲轴成形磨削中,多属于此种烧伤。退火烧伤造成曲轴止推面硬度下降,表层产生退火组
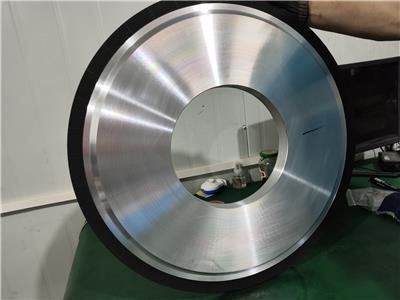
曲轴加工中,因工件材质硬,且精度要求高,加工难度很大。采用陶瓷结合剂cbn砂轮,能够很好的实现高效、精密磨削。但同时也会存在一些问题。爱磨仕就CBN砂轮磨削中出现的表面粗糙度差问题做简要分析及分享相应的对策。 表面粗糙度差 1)修整后表面粗糙度较差: 原因:砂轮表面还没恢复,修整不足; 对策:需要再次修整 2)修整条件不合适: 原因:进给速度太快、进给量太大,修整器线速度太快; 对策:进给速度要下
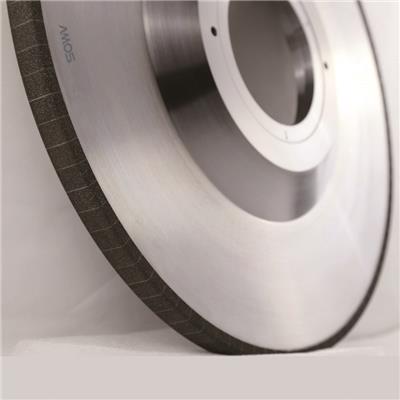
CBN砂轮是取代传统的AW砂轮和GC砂轮,进行高速高效、磨削加工的理想磨具。因为CBN具有其他磨料难以比拟的一系列特点,因而能得到行业的青睐。本文以实例说明CBN砂轮的应用。 磨削材料:冷激铸铁 材料硬度:HRC45-52 磨削部位:凸轮轴桃形面 砂轮型号:CBN砂轮350*62.5-(17+17)双片组合砂轮 表面粗糙度要求:Ra小于0.2μm 陶瓷CBN砂轮磨削效果: 1.1切削力 CBN砂
联系方式 联系我时,请告知来自八方资源网!
公司名: 河南爱磨仕超硬磨具有限公司
联系人: 贾慧云
电 话:
手 机: 19138113879
微 信: 19138113879
地 址: 河南郑州中原区梧桐街68号
邮 编:
网 址: hnamos.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 河南黄河旋风股份有限公司
- 聊城泰利金刚石工具有限公司
- 天津市优谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒锐金刚石砂轮技术有限公司
- 合肥双良数控设备有限公司
- 金华市佳轮研磨工具有限公司
- 河北振兴砂轮制造有限责任公司
- 永康市企鹅砂轮厂(普通合伙)
- 商家产品系列
- 产品推荐
- 资讯推荐

¥12800.00

¥1000.00


¥400.00