选择砂轮遵循的原则?
- 时间:2021-06-29作者:河南爱磨仕超硬磨具有限公司浏览:102
砂轮对于工件和磨床来说是磨削过程中的关键一环,是与工件本身直接接触的部件,砂轮质量的好坏、砂轮的选型和正确的使用、砂轮磨削前的修整情况及操作者对砂轮特性的熟悉程度,直接决定了工件的表面质量及能否满足工艺要求。因此选择砂轮主要是根据工件的材质、硬度及表面粗糙度的要求,对砂轮的磨料、粒度、硬度、结合剂及组织进行选择。同时根据加工产品要求和数控磨床特性及磨削工艺进行综合分析使用。 在实际磨削加工中选择砂轮有 3 个原则。 1)粗磨时切削性能好,金属切除率高。 2)精磨时砂轮的等高性、微刃性好,磨削发热小。 3)使用经济合理。 作为一个优秀的数控磨床技术人员一定要详细了解砂轮的制造和选型,使用过程,掌握砂轮的特性和国内外砂轮的区别。同时需要选择砂轮制备经验丰富,产品品质过硬,技术能力优越的砂轮制造厂家相互配合,制定出更适合自身加工要求的砂轮解决方案。
河南爱磨仕超硬磨具有限公司专注于平面磨砂轮,内圆磨砂轮,外圆磨砂轮等
词条
词条说明
为弄清组织均匀化对cbn砂轮磨削性能的影响,爱磨仕曾多次尝试进行不同组织结构的cbn砂轮的磨削试验,探讨组织均匀化对cbn磨粒切刃的磨削及伴随磨削切刃的分布和形状的变化等切刃特性的影响。 单粒磨削试验法用于评价磨粒本身的磨削性能,而粘结块磨削试验则可评价包括砂轮的5要素(磨料、磨粒、硬度、组织、结合剂)的影响在内的磨削性能。另外还可评价砂轮整个工作面的磨损特性和各个磨粒切刃的磨削特性。 结果得出
CBN砂轮由于硬度高,耐磨性好,被广泛应用于汽车,齿轮,轴承等领域,不过CBN砂轮也因为以上优势比较难修整。 1、不同结合剂CBN砂轮的修整问题 CBN砂轮分为电镀CBN砂轮、陶瓷结合剂CBN砂轮、树脂结合剂CBN砂轮和金属结合剂CBN砂轮等。电镀CBN砂轮一般不需要修整。树脂结合剂CBN砂轮与陶瓷结合剂CBN砂轮的修整过程分为两个工序: 整形和修锐。根据具体情况,修形和修锐可统一完成,也可分步
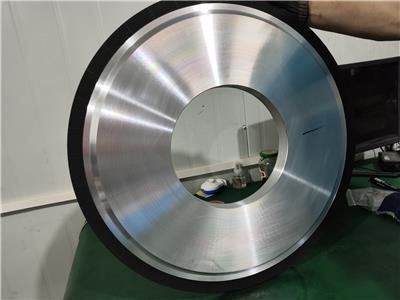
在各种结合剂的cbn砂轮中,陶瓷结合剂的多孔结构,有利于砂轮自锐和携带磨削液进入磨削区,因而具有磨削效率高、表面完整性好以及砂轮耐用度高等优点,被广泛应用在高 速磨削加工中。 陶瓷cbn砂轮磨削加工 陶瓷结合剂cbn砂轮 粒度100#,浓度125% 砂轮尺寸400*35*203mm 工件45#淬硬钢(HRC50-55) 磨削液:轻质润滑油 砂轮采用金刚石修整 在使用cbn砂轮磨削加工中,砂轮表面
CBN砂轮是取代传统的AW砂轮和GC砂轮,进行高速高效、磨削加工的理想磨具。因为CBN具有其他磨料难以比拟的一系列特点,因而能得到行业的青睐。本文以实例说明CBN砂轮的应用。 磨削材料:冷激铸铁 材料硬度:HRC45-52 磨削部位:凸轮轴桃形面 砂轮型号:CBN砂轮350*62.5-(17+17)双片组合砂轮 表面粗糙度要求:Ra小于0.2μm 陶瓷CBN砂轮磨削效果: 1.1切削力 CBN砂
联系方式 联系我时,请告知来自八方资源网!
公司名: 河南爱磨仕超硬磨具有限公司
联系人: 贾慧云
电 话:
手 机: 19138113879
微 信: 19138113879
地 址: 河南郑州中原区梧桐街68号
邮 编:
网 址: hnamos.b2b168.com
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 河南黄河旋风股份有限公司
- 聊城泰利金刚石工具有限公司
- 天津市优谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒锐金刚石砂轮技术有限公司
- 合肥双良数控设备有限公司
- 金华市佳轮研磨工具有限公司
- 河北振兴砂轮制造有限责任公司
- 永康市企鹅砂轮厂(普通合伙)
- 商家产品系列
- 产品推荐
- 资讯推荐

¥12800.00

¥1000.00


¥400.00