cbn砂轮可以磨不锈钢吗
- 时间:2021-07-12作者:郑州三研超硬材料有限公司浏览:136
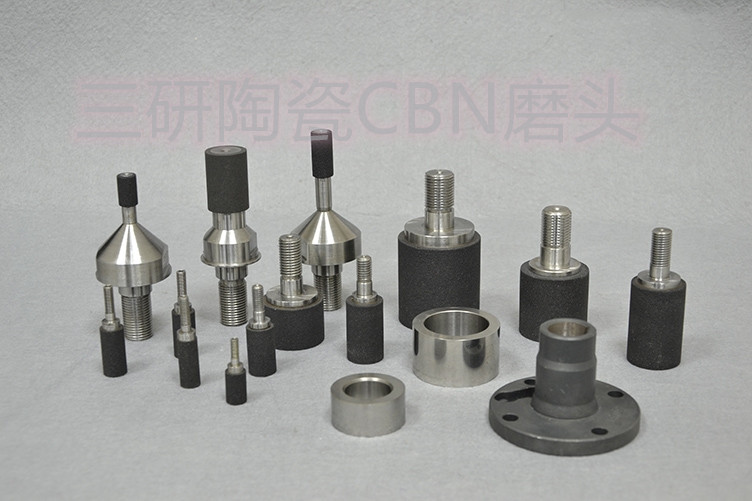
解决磨不锈钢工件问题 MDIU78 常用不锈钢材质工件平面磨,双端面研磨,内圆磨,铣磨等磨削用超硬CBN砂轮(立方氮化硼砂轮)。我公司郑州三研超硬材料有限公司 (原万邦磨料磨具)专业针对性生产此类砂轮,解决磨削不锈钢工件问题。 常用不锈钢材质的牌号有:201、202、301、303、304、304L、316、316L、321、310S、401、409、410、420J1、420J2、430、439、443、444等。不锈钢材质的含碳量都很低,本身韧性比较强,磨加工**般不做热处理或氮化处理。 304、304L、316、316L这几种常用的不锈钢材质表面硬度低,韧性强。在平面磨,外圆磨,内圆磨或端面研磨的磨削过程中容易出现工件发热,工件变形的情况。这种情况一方面是不锈钢工件发粘不好加工,一方面是因为所用砂轮(如白刚玉砂轮,铬刚玉砂轮或绿碳化硅砂轮等)磨削不锋利,硬度过高或脱粒太快造成。 我们建议用户使用陶瓷CBN(立方氮化硼)砂轮来进行平面磨,外圆磨,内圆磨或端面研磨加工不锈钢工件。CBN砂轮硬度高,密度大,气孔密集。在磨加工过程中耐高温,磨损小(耐磨),切削锋利,散热性好。不容易烧伤不锈钢工件和氮化硼砂轮本身。无论哪种磨削方式严禁干磨,要用高压的冷却液冷却。冷却液较好用针对性的油性液体,不可用水直接冷却。超硬CBN砂轮适合配备各种型号磨床,适合高转速的磨床或加工中心,低转速的条件下不适用。 超硬CBN砂轮在磨床装配好后会有大小不一的跳动,这时候需要修整CBN工作层来保证砂轮同心正常工作。对没有使用过这种砂轮的用户来说会很陌生,感觉很难修整。一方面是使用修整工具不当,一方面是CBN砂轮硬度高,密度大难修整。有条件的可以用金刚石电镀滚轮来修磨。一般情况下可以使用**的单颗粒或者多颗粒金钢笔来修整就可以。先把CBN砂轮转速降低修跳动(修形),跳动修到位后把CBN砂轮转速提高,再用金钢笔或绿碳化硅软性的油石表面开刃即可。 三研超硬材料可根据用户的具体使用工艺情况来设计定做各种形状规格尺寸的CBN立方氮化硼超硬砂轮,平面磨,外圆磨用的平行形状,内圆磨用的圆柱体形状,立轴用的杯型和研磨床用的端面形状等等,有加工工艺方面的问题可随时电话联系。
郑州三研超硬材料有限公司专注于陶瓷金刚石砂轮,树脂金刚石砂轮,电镀金刚石砂轮等
词条
词条说明
三研讲述影响磨床加工表面粗糙度的因素及其改善措施 1. 与磨削砂轮有关的因素 主要是砂轮的粒度、硬度以及对砂轮的修整等。 砂轮的粒度越细,则砂轮单位面积上的磨粒数越多,磨削表面的刻痕越细,表面粗糙度值越小。但粒度过细,砂轮易堵塞,使表面粗糙度值增大,同时还易产生波纹和引起烧伤。 砂轮的硬度是指磨粒受磨削力后从砂轮上脱落的难易程度。砂轮太硬,磨粒磨损后还不能脱落,使工件表面受到强烈的摩擦和挤压,增加
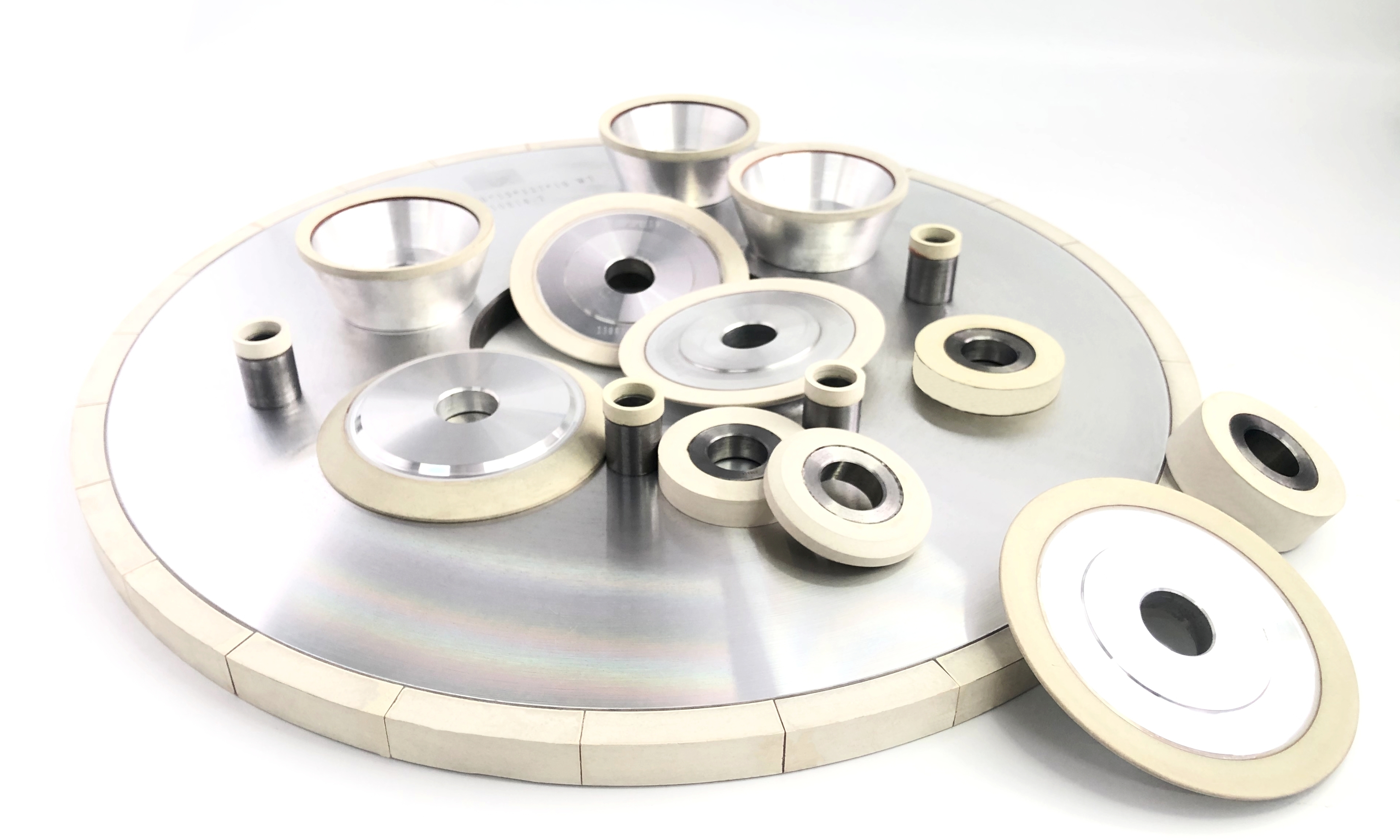
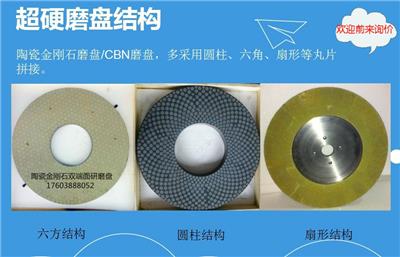
金刚石磨盘以金刚石磨料为原料,分为用金属粉,树脂粉陶瓷和电镀金属作结合剂,制成的*有通孔的圆形固结磨具称作金刚石砂轮(合金砂轮)。金刚石砂轮磨盘是指用于研磨机上的盘式磨具,由盘体和金刚石磨块组成,金刚石镶嵌在盘体上,通过磨机的高速旋转对工作面实施平整打磨;一般用于打磨大理石、花岗岩、陶瓷、人造石材及玻璃等,尤其适用于建造装修中混凝土外墙。地坪局部修平和对大
树脂砂轮按磨料来分一般分为:普通树脂砂轮和超硬树脂砂轮。普通树脂砂轮是以白刚玉、棕刚玉、碳化硅等普通磨料为主要磨削成分的砂轮,超硬树脂砂轮是以金刚石或CBN为主要磨削成分的砂轮。 普通树脂砂轮市场上面较常用的有普通树脂切割片和普通树脂磨片。常见直径为100,180,230,300,350,400,500。 超硬树脂砂轮市场上面主要有超硬树脂切割片和超硬树脂磨盘,常见的切割片的直径是100,125,
三研电镀金刚石的砂轮优点: ①电镀工艺简单,投资少,制造方便;②*修整,使用方便;③单层结构决定了它可以达到很高工作速度,目前国外已高达250~300m/s;④虽然只有单层金刚石,但仍有足够寿命;⑤对于精度要求较高滚轮砂轮,电镀一制造方法。 电镀金刚石砂轮的应用范围: 1 机械加工工业 电镀金刚石滚轮已成功地应用于修整成形磨削用的普通砂轮或者直接对工件进行成型磨削,并广泛地用于加工曲轴、轴承、
联系方式 联系我时,请告知来自八方资源网!
公司名: 郑州三研超硬材料有限公司
联系人: 吴女士
电 话: 0371-55153304
手 机: 15003715431
微 信: 15003715431
地 址: 河南郑州二七区河南省郑州市二七区马寨镇学院路68号附5号
邮 编:
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 郑州三研超硬材料有限公司
联系人: 吴女士
手 机: 15003715431
电 话: 0371-55153304
地 址: 河南郑州二七区河南省郑州市二七区马寨镇学院路68号附5号
邮 编:
- 相关企业
- 嘉兴恒隆复合材料有限公司
- 河南荣铖工业科技有限公司
- 晋江市创佳信息技术有限公司
- 洛阳耐普特新材料科技有限公司
- 栾川县新科机械设备修复中心
- 东莞市立发电子有限公司
- 东营海容新材料有限公司
- 可慧(上海)新材料科技有限公司
- 冶科金属有限公司
- 昆山市裕森禾金属有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥2500.00





¥90.00

¥88.00