
数控加工中心的6个小经验,日常积累
- 时间:2021-07-23作者:河北大恒重型机械有限公司浏览:240
好搭档干洗店*、好搭档干洗店连锁、好搭档洗衣店*、好搭档洗衣店连锁*美国UCC。汉洁把国际*干洗店*品牌带到中国。致力于推动国内洗涤业发展。汉洁在提供干洗店*的同时也生产及销售干洗设备、干洗机、熨烫设备等周边产品。汉洁作为美国UCC干洗店*连锁(大*区域洗衣店*连锁)总代理。秉承美国UCC“绿色健康环保洗衣”理念和全新的*连锁经营管理模式。美国UCC中国战略伙伴在提供好搭档干洗店*、好搭档干洗店连锁、好搭档洗衣店*、好搭档洗衣店连锁的同时。带给你新式干洗设备。 UCC经过十多年的艰苦**及快速稳健的发展,在中国洗涤制造商行业里,无论是产品质量还是生产规模都****!UCC集团先后在新西兰、土库曼斯坦设立了分公司,UCC公司是继集团在国外设立分公司的企业。同时也弘扬了民族的品牌。使产品旺销国内外,在美国、新西兰、俄罗斯、土库曼斯坦韩国均有合作伙伴,UCC干洗连锁遍布**,UCC欢迎**各地*商,携手并进,共同打造国际洗衣连锁**品牌! 官网 联系人:李兵 手机: Q 电话:021-56020808
河北大恒重型机械有限公司专注于国产数控龙门铣床厂家,大型龙门加工中心,数控龙门铣床价格,龙门加工中心,数控龙门铣床等, 欢迎致电 13012037261
词条
词条说明
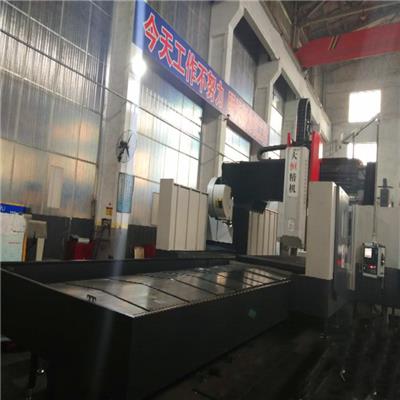
数控龙门铣床加工特点对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工作台,这时机床的系统为四坐标的数控系统,可以加工螺旋槽、叶片零件等。铸造车间现场,严格按照北京一机床的要求标准建造:河北大恒重型机械有限公司
龙门加工中心铣削方法都有哪些?龙门加工中心铣削主要分为逆铣与顺铣,那逆铣与顺铣方法有什么不同?龙门加工中心铣削大多数是用逆铣方式来完成。可是,应尽量选用顺铣,这样会取得好的加工作用。由于龙门加工中心逆铣时,刀片切入前发生激烈冲突,造成加工外表硬化,使下一个刀齿难以切入。当龙门铣床顺铣时,应使铣削宽度大约等于2/3铣刀直径,这可确保刀刃一开端就能当即切入工件,几乎没有冲突。如果小于1/2铣刀直径,则
数控龙门铣床厂家一、源头优势:大恒公司始建于1978年,前身是一家铸造企业,有着近40年的专业化生产经验 ,大恒机床铸件部分本厂自己铸造生产,这样不仅从源头保证了数控龙门铣床产品质量,而且从根本上降低了生产厂本!直接让利广大用户朋友! 河北大恒公司前身是一家大型铸造企业,公司始建于1978年,采用先进的树脂砂铸造工艺,为武重机床、汉川机床、沈阳机床、大连、齐齐哈尔等国内大型机床
龙门铣床的精品细节:1、线规XY/Z轴均采用闽台原装进口55滚柱滚动直线线规,较其他同类设备(配滚珠线规)承载能力强1.5倍。2、整体铸造 阶梯导轨横梁立柱采用高强度优质铸铁整体铸造,导轨采用阶梯状分布,机床整体刚性强,精度保持性好。3、凸轮机械手刀库采用凸轮机械手刀库,换刀速度快,刀对刀交换时间短,减少加工辅助时间,提高加工效率。4、排屑器加工区两侧螺旋排屑器把高速加工产生
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北大恒重型机械有限公司
联系人: 郭娟
电 话: 0317-8177621
手 机: 13012037261
微 信: 13012037261
地 址: 河北沧州泊头市河北省泊头市交河镇北八里开发区
邮 编:
网 址: dh12306.b2b168.com
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 河北大恒重型机械有限公司
联系人: 郭娟
手 机: 13012037261
电 话: 0317-8177621
地 址: 河北沧州泊头市河北省泊头市交河镇北八里开发区
邮 编:
网 址: dh12306.b2b168.com
- 相关企业
- 沧州康诺数控机床制造有限公司
- 优德展(北京)商务咨询有限公司
- 常州市华鼎机械制造有限公司
- 山东震环机床制造有限公司
- 浙江诸暨皓海机械有限公司
- 宁波盛正机电有限公司
- 宁波昱新数控机床有限公司余姚销售部
- 河北大恒重型机械有限公司
- 霸州市霸州镇海里利机械加工厂
- 苏州金浤亿精密机械有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐





卧式加工中心 数控加工中心价格 固达机械品牌具有铣、镗、钻、攻
¥958000.00

¥26000.00


¥358000.00


¥985.00











