铸铁件焊接维修方法及焊条选择有几种?
- 时间:2024-05-01作者:威欧丁(天津)焊接技术有限公司浏览:107
铸铁焊接维修时,可以选择以下几种焊条:WEWELDING77铸铁焊条、J506碳钢焊条、、Z308镍基焊条。
1.WEWELDING777铸铁焊条:用于铸铁焊接,采用工艺简单抗裂性能好系数高不需要预热的WEWELDING777铸铁焊条。这种焊条的焊接效果非常好,冷焊工艺适用于各类铸铁母材,对热影响区硬度控制较好;
2.Z308镍基焊条:采用热焊工艺焊接,焊接时需要预热,灰铸铁的加热温度应在600-650度左右。焊后需保温缓冷,以保证焊接接头的性能;
3.J506碳钢焊条:适用于热焊接方法,在焊接前需要进行预热处理,焊接过程中保持温度在400度左右。这种焊条的焊接效果较好,但需要注意焊接过程中的热量控制。
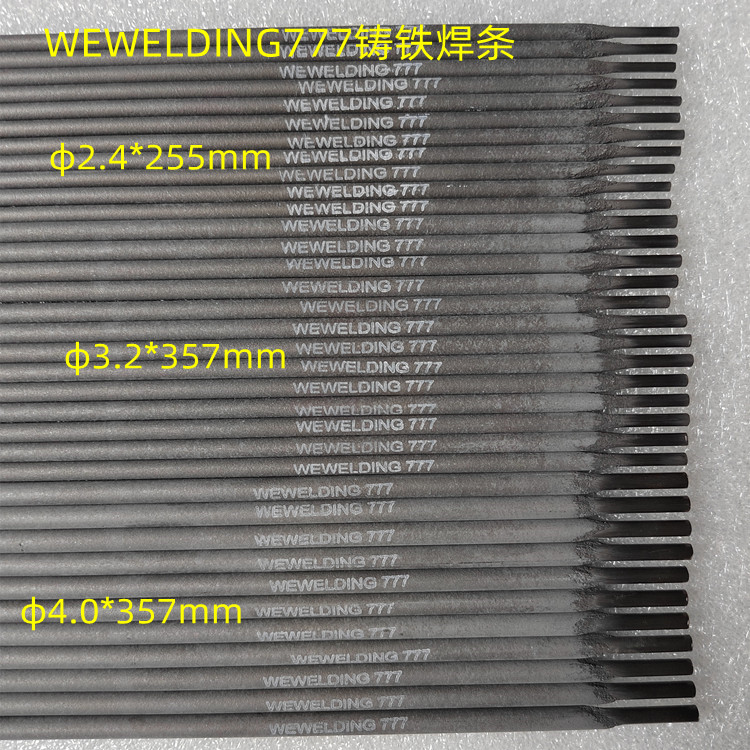
以上三种焊接铸铁件维修时需要注意的是WEWELDING777铸铁焊条相对于J506碳钢焊条和Z308镍基焊条成本要高出很多,抗裂性及通用性也要广泛很多如果是重要设备上的铸铁件有修复意义的发生断裂或者局部裂纹建议用进口WEWELDING777铸铁
焊条(铸铁焊接是不建议氩弧,热量太集中裂纹倾向就大),普通的交直流电焊机都可以使用,采用
冷焊工艺(焊前不用预热,焊后不用保温),电焊基本功好的师傅,严格按说明书标准规范操作即可,使用
说明书随货
如果是修复意义不大,不是重要设备上的铸铁检修,对舍不得使用进口WEWELDING777铸铁焊条的
前提下,可以考虑使用冷焊工艺的J506碳钢焊条与Z308镍基焊条。
使用以上三种焊条时,请从正规渠道上购买相应焊条!
美国进口WEWELDING牌焊丝焊条助焊剂,威欧丁(天津)焊接技术有限公司是总代理商,全国各地
没有经销商及代理商,统一从天津 威欧丁(天津)焊接技术有限公司 仓库发货


威欧丁(天津)焊接技术有限公司专注于WEWELDING,威欧丁等, 欢迎致电 18722280606
词条
词条说明
使用烙铁焊薄件产品时(此处选用的是马蹄形烙铁头,针尖型烙铁头满足不了焊接需求),首要条件因素是焊接件的温度得达到焊丝的熔点,此处有个误区,大多数会按传统的烙铁焊接方式来焊接这种产品会直接导致焊接失败(也就说,焊丝焊料熔化后不沾工件不能成功的沾上锡不能与工件粘在一起),错误的操作方式会认为焊材及助焊剂不行此处详细的操作流程是先给工件预热-然后焊丝沾上助焊剂点在焊接部位-辅助烙铁成型(焊接过程中要及时
有很多焊工不了解为何在焊接黄铜件时会产生冒烟冒泡现象,导致焊接难度增加并放弃的原因在于黄铜母材由于本身含有锌,遇高温会产生冒烟现象(高温烧损导致,焊接后黄铜母材表面有一层灰白的灰,刷子打磨可以清晰的呈现出来),有的采用普通黄铜焊丝使得在焊接过程中烟雾特别大,焊接时看不清熔池导致焊接难以为继,特别是使用普通黄铜氩弧焊丝后难上加难,这个时候采用不冒烟的威欧丁**黄铜氩弧焊丝可以缓解这种现象,使得焊接继
铸铁与铁的焊接是两种含碳量完全不同的两种材质的焊接,这种应用我们多运用在用铁板,也就是碳钢板在铸铁设备的强受力部位做加强焊接,只有可以接近甚至是达到碳钢板强度的高抗裂性能铸铁焊条才可以焊接,从强度级别上来说对于碳钢是就低原则,对于铸铁焊接是就高,这样的铸铁焊条WE777在铸铁设备的抢修中运用的比较多,比如高强度的断裂或者裂纹部位,将裂纹坡口填充焊接后,在外围用碳钢辅助加。焊条:焊条(covered
铸铝焊接 焊接方式及焊丝焊条选用市面上常规操作,铸铝一般使用氩弧焊的场合居多,也是非常容易产生针眼气孔沙眼等问题,也是大家常常面对的问题,那么在实际焊接加工生产中,该如何选择相应的焊接材料及设备与焊接方式呢,下面通过威欧丁(天津)焊接技术有限公司在铸铝焊接应用上作出相应的解决方案供参考对于铸铝产品的焊接,按照结构尺寸及焊接要求设备一般有如下四种焊接方式可供选择常用操作方式是使用威欧丁4
联系方式 联系我时,请告知来自八方资源网!
公司名: 威欧丁(天津)焊接技术有限公司
联系人: 王伟
电 话: 022-28196887
手 机: 18722280606
微 信: 18722280606
地 址: 天津东丽大毕庄跃进路锦宇实业院内威欧丁焊接
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 深圳市俊基瑞祥科技有限公司
- 南通纳思检测认证有限公司
- 河南云峥焊接材料有限公司
- 深圳市宝安区创兴焊接材料商行
- 广州市天河区黄村品璨焊接材料经营部
- 天津麦格纳焊接技术有限公司
- 河北鑫铮科技有限公司
- 江苏火特标牌制作有限公司
- 日照哈顿特种焊材有限公司
- 烟台艾邦电子材料有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐







¥6.50