舍弃式螺旋刀头的优点:
- 时间:2019-03-19作者:深圳市精工研木工刀具有限公司浏览:607
(1) 螺旋式刀面:高精度的设计制造技术将舍弃式刀片合理的排列与刀体四周,形成单位时间内较小的切削面,以达到改善刀刃烧痕与戗槎。
(2) 散热速度快:部分刀体采用7系列航太等级的铝合金刀体,不仅提高了散热速度,还提升了刀具的稳定度和刀体的结构强度,进而提升了刀体的使用寿命。
(3) 舍弃式刀片:采用进口卢森堡小刀片,不经过高温焊接的装配方式,保证了每个刀片原来的硬度在HRA93.5度以上,大幅提成了刀具的使用寿命。当刀片钝化时,工厂操作师傅自行拆卸刀片,操作简单节省时间。
(4) 使用寿命较长:铝合金刀体比一般平口刀的使用寿命长1-2倍,若在双面刨和四面刨上使用寿命长达3-4倍。
(5) 木屑很小:单位时间内一螺旋方式切削,所形成的木屑较小,在中英集尘系统中很容易将木屑排离加工木材表面。
(6) 噪音小:单位时间内的接触木材表面与平口刀在同一时间内接触木材表面加工时所产生的噪音值约减少30至50dB。
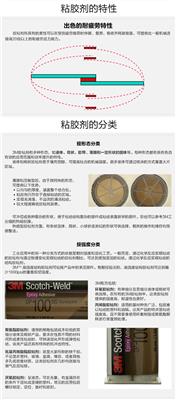
木工刀具切削过程中是较其复杂的工艺,在高速切削过程中,被加工的木材切削变形时由于受到本身性质(木材纤维,年轮方向,木材种类,含水率,温度等),刀具特性(角度,锐利程度)和切削用量(切削深度,切削速度,进给速度)等因素的影响。
传统的平口刀(合金刀,成型刀),在刀具使用中存在下列问题,困扰着广大使用厂家。
(1)刀刃烧痕:刀刃磨损或者进料暂时停止等情况下,由于切削热在切削表面上产生焦的痕迹。
(2)刀具钝化与稳定性:刀具切削时,刀齿与切削和工件接触的部分摩擦生热,同时齿尖的热量向整个刀刃和刀体以热传递的形势扩散热量,然后,再向周围的环境辐射散热。而刀具温度上升使得刃口温度上升,增加刀具钝化速度,及刀体不均匀的温度分布会使得刀具丧失稳定性。
3)易产生撕裂型的切削:由于被加工的木材较硬,试用平口刀切削时因为单位时间单位手里面积大,较易形成切削变形,戗槎,所以切削面无法达到光滑平坦的效果。特别是压刨在加工大平面拼版,如果是逆茬切削时,一般都会撕裂木材表面即戗槎,如果改换螺旋舍弃式刀轴保证切削出的大平面平整光滑不会戗槎。这也是螺旋式刀体的较大优点。
(4)排屑困难:平口刀切削的木屑较大,*集尘系统无法排除过大的木屑,致使交工厚的木屑影响加工品质。
(5)合金硬度降低:在乙炔和高频焊中用来焊接硬质合金的铜丝在900度左右融化,而银丝的融化温度在500度左右,但是用于银丝成本较高(16.7元/根,据我们自己计算),所以绝大部分都是用铜丝焊接,所以大大降低了硬质合金的硬度,也大幅度降低了刀具的使用寿命。
纵观平口刀的不足之处,选择舍弃式螺旋刀头能够比较明显的改善平口刀的缺点。舍弃式刀头的设计在欧美地区已成为木工机械标准配刀,刀具的便利实用性,而设计出的**精湛的切削利器。
深圳市精工研木工刀具有限公司专注于真空吸塑胶,舍弃式螺旋刀,数控木工车刀等
词条
词条说明
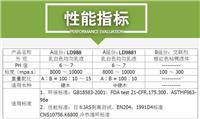
真空吸塑胶是水性胶黏剂聚氨酯胶的一种。水性聚氨酯胶以其水性,无毒便捷使用等特点被市场广泛使用。随着人们对低碳环保的追求,催生了一系列的水性胶黏剂。真空吸塑胶通常都是以聚氨酯乳液作为主要的组成成分,它具有良好的成膜性能,发生交联后具有优异的抗热及抗水性等。粘合剂较低活化温度较低活化温度系指在吸塑操作过程中,吸塑胶活化产生粘结性能所需的较低温度,相应于胶膜层所能达到的温度,而非机台设定温度!胶通常情况
真空吸塑胶膜压工件间距:宽度小于10cm的窄长工件,工件间距不小于8cm;宽度大于10cm的工件,工件间距不小于6cm;工件与工作台边框的间距不小于8cm横纵向的间距应在一条直线上,以减少空气流动的阻力,2.4.2工件垫板:垫板的宽度和长度均应比工件的宽度和长度小6-10mm垫板的上表面四周的棱角应倒半径3mm-5mm的圆角或倒3×45℃角,以保证PVC膜与工件间的空气被彻底抽净,达到PVC膜牢固
舍弃式螺旋刀随着科技的发展,舍弃式螺旋刀头已逐渐取代传统的平刀、四面刨等,并且在不久的将来,舍弃式螺旋刀头将会在木工机械行业逐渐普及。作为平口刀、四面刨等的革新产品舍弃式螺旋的设计刀头在欧美地区已经成为木工机械的标准配刀。舍弃式螺旋刀头更科学的将刨削点均匀的分配给每一个加工刀片,同时对刀片与加工面的角度微调,可以很容易的调整到适应不同的材质的加工。 螺旋式刀面:高精度的设计制造技术将舍弃式刀片合理
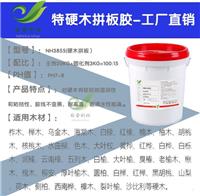
什么是真空吸塑胶吸塑胶通常都是以聚氨酯乳液作为主要的组成成分,是水性胶黏剂聚氨酯胶的一种。水性聚氨酯胶以其水性,无毒便捷使用等特点被市场广泛使用。随着人们对低碳环保的追求,催生了一系列的水性胶黏剂。吸塑胶的特点1、外观乳白色液体,无毒、安全、无异味、无刺激性、无甲醛等有害气体释放、易清洁的特点;2、软硬度可调,以及耐温、弹性好等优点;3、低粘度值、良好的喷雾及优异的粘接性能。胶粘剂在实际应用时有许
联系方式 联系我时,请告知来自八方资源网!
公司名: 深圳市精工研木工刀具有限公司
联系人: 高云燕
电 话:
手 机: 13714570562
微 信: 13714570562
地 址: 广东深圳龙岗区深圳市龙岗区龙岗街道同乐段老榕树街321-1号
邮 编:
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞德润密封材料有限公司
- 深圳市英菲迪科技有限公司
- 保定市石罗克新材料科技有限公司
- 深圳骏天优奇科技有限公司
- 东莞市创腾洗涤用品有限公司
- 昆山诺莱达电子有限公司
- 东莞市西子新材料科技有限公司
- 东莞市佳宸新材料有限公司
- 湖南把兄弟新材料股份有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥18.00


¥68.00

¥120.00










