低压配电柜生产设备成型工艺
- 时间:2019-03-17作者:山东博凌机械科技有限公司浏览:315
配电柜/电气柜壳体加工生产线简要介绍
简介:
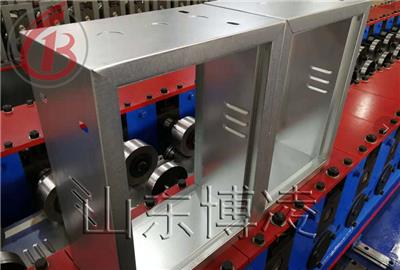
我公司研发的电气柜加工生产线为一次成型设备。该设备打破了传统生产方式,对多个工艺步骤进行了优化改进,使配电柜钣金加工的综合生产效率提高3倍以上,部分环节工序可提高效率10倍以上!日生产电气柜壳体500只,在人员和场地减少的情况下,实现实际生产效率增加数倍;伺服控制和高精度冷弯成型等多项国家**技术,确保了箱体的钣金制造精度,实现壳体机械强度更高。
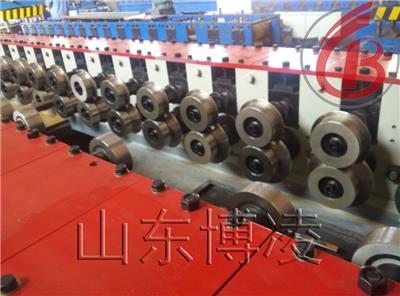
该机组设备占地约90平方米,设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、高精度冷弯成型主机、定尺切断装置、自动折框装置、电气控制系统等部件组成;主要功能:自动去角、伺服自动冲孔、自动下料、自动成型、自动折框、自动卸料等。
自动化生产线优点:
1、高度的自动化程序,减少人工操作;
2、工作效率高,提高企业产能;
3、整个工艺的生产流程稳定,提高产品的品质和一致性;
4、大批量生产,降低了企业生产成本。
配电柜生产线工艺流程:
带钢上料→钢卷放料→材料校平→高精度伺服送料→多工位组合式伺服冲孔→高精度冷弯成型→切断→折框→自动收料→电气控制系统
生产线主要技术参数:
材料规格:Q235冷轧带钢,镀锌带钢
材料厚度:1.5→2.0mm(可定制)
生产速度:1只/分钟
生产规格:柜体大小:600*2200--800*2200;(可定制)
柜体深度:400/500/600(可定制)
电压参数:380V/415V,50Hz, 3相
气源:0.5m3/Min;压力为0.7MPa
液压油型号:46#液压油
齿轮油型号:18#齿轮油
轧辊材质:Cr12数控加工 ;淬火处理硬度HRC58°-60°
驱动电机:变频电机驱动
总电机功率:约35kw
切断模具材质: Cr12MoV
传动模式:齿轮箱
切断方式:液压切断
切断尺寸公差:≤ ±0.5mm(长≤1000mm)
操作系统:触摸屏人机界面操控
电气控制:三菱PLC程序控制
占地空间: 30*3*3米(长×宽×高)
山东博凌机械科技有限公司专注于配电箱生产设备,消防箱成型设备,货架冷弯成型机等
词条
词条说明
博凌机械消火栓箱成型设备大大的缩减了箱体成型的时间,作为山东省冷弯****企业,潍坊博凌冷弯机械始终走在不断精进设备细节的路上,每次都可以生产出优质高效的冷弯生产设备,市场应用广,客户满意度高,在线调节规格,满足客户对于不同型号规格的需求,操作简单明了,一人操作就能完成。消火栓箱成型设备工艺流程:开卷校平一体机-伺服送料--液压冲孔冲角-冷弯辊压成型-自动折弯-切断消火栓箱成型设备参数:材料材
高精度冲孔冷弯成型生产线主要为:配电箱/柜自动生产设备(基业箱、威图柜、动力箱、PZ30箱、多媒体箱、不锈钢防雨箱、动力柜、机柜等);超市/仓储货架系列成型生产线(层板、背板、立柱、横梁、托臂、抱合梁等)、防火阀/正压风阀系列成型生产线(C/U/Z型阀体、叶片、边条、组装生产线);消火栓箱自动生产线、电缆桥架成型生产线(槽式、托盘式、盖板、梯级、横撑、底板)、粮仓系列成型机(波纹板、立柱、CZ型钢
项目说明: 设备功能简介:博凌机械研发的电气柜立柱成型生产线为一次冷弯成型设备。电气柜立柱成型生产线机组设备占地约60平方米,设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、高精度冷弯成型主机、定尺切断装置、自动收料装置、电气控制系统等部件组成;主要功能:材料校平、伺服自动冲连续密集孔、冷弯成型、自动点焊、自动下料、自动钻孔等。自动化生产线优点:1、高度的自动化程序,减
消防箱一次成型设备工艺;上料(人工放置)——放料(自动)——校平——冲孔(切角,敲落孔)——滚压成型——数控折弯——定尺切断——收料消防箱一次成型设备参数:设备占地:长度25米 宽度2米 高度2米设备装配功率:26kw成型主机功率:7.5kw冲孔功率:5.5kw进料方向:从左至右切断公差:≤ ±0.2mm生产速度:0-15m/min材料使用:Q235、冷板、镀锌
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东博凌机械科技有限公司
联系人: 吕经理
电 话:
手 机: 18853656957
微 信: 18853656957
地 址: 山东潍坊潍城区山东潍坊经济开发区永康路2号
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 济南立博机械设备有限公司
- 河南沃姆工业设备制造有限公司
- 张家港羽成机械有限公司
- 上海创沐工业技术有限公司
- 高密弘祥机电科技有限公司
- 眉硅智能科技(上海)有限公司
- 山东宝利菲尔机械科技有限公司
- 宏迈智能起重机(苏州)有限公司
- 巩义市北斗机械科技有限公司
- 山东远森机械设备有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥2000.00









¥4800.00












