舍弃式螺旋刀的切削精度如何?
- 时间:2019-04-18作者:深圳市精工研木工刀具有限公司浏览:96
木屑很小:单位时间内一螺旋方式切削,所形成的木屑较小,在中英集尘系统中很容易将木屑排离加工木材表面。
螺旋式刀面:高精度的设计制造技术将舍弃式刀片合理的均布排列在刀体四周,形成单位时间内较小的切削面,以达到分段切削效果。木屑小:切削时单位时间内切削面积小,所形成的木屑较小,在*吸尘系统
中很容易将木屑吸附,让工作环境更清洁舒心。刨削效果更光滑细腻:刀体及刀片高精准设计,加上分段切削带来的好处,就是让刨削光滑细腻。
刨刃切削角度,也就是刀片切削刃的方向线与刨料台刨口线之间的夹角(也就是刀片的切削刃方向线与刀轴线之间的夹角关系);这是不懂螺旋刨刀这行的木友*不容易发现的一个重要参数.根据刨刃切削角度之分,螺旋刨刀分为平切式螺旋刨刀与斜切式螺旋刨刀.这两种切削方式不同,同样决定着螺旋刨刀的质量与价格有很大的区别,其价格会呈倍数的差别.
如果,刀片的切削刃方向线与刨料台刨口线之间呈一定的夹角那么这种斜切式螺旋刨刀.其刨削过程中的阻力很少,噪音也小,刨削的质量就高.但是,其制造工艺相对复杂一些,自然造价就高.
本公司专业生产研发舍弃式螺旋刀轴,不同的机器与加工材料需要用到不同款式的螺旋刀轴,螺旋刨刀也分质量与档次的好差情况.不同档次的螺旋刨刀,其价格相关非常多.那就给大家介绍一下:
螺旋刨刀的基本参数有:切削长度(也就是刨削宽度),刨刀切削外圆直径,螺旋转槽数(也就刨刀的排列排数),刨刀片排列数量,刨刀片的刨刃切削角度.
切削长度(也就是刨削宽度)与刨刀切削外圆直径,这个非常容易理解;大家一看这个参数就知道,自己选择多大刨宽及多大直径的刨刀轴.
如果,刀片的切削刃方向线与刨料台刨口线之间呈平行关系,那么这种是平切式螺旋刨刀.其刨削过程中的阻力就大些,噪音也大些,相应的其制造工艺相对简单一些,自然造价就低些.其刨削质量不如斜切式螺旋刨刀的刨削质量.
在小型的平刨床与压刨床来讲,通常以刨削为主的平刨,使用的螺旋刨刀的刀轴尺寸要相对压刨的刀轴要大,可以选择槽数较多的螺旋刨刀.在尺寸偏小的压刨,只能选择刀轴直径相对小的螺旋刨刀.
同一刀槽上,排列的刀片越多,刨削质量也就越高,其总体刀轴的造价也越高.所以,不同价格的螺旋刨刀上在同一刀槽上有不同的刀片数量.
当然,在一定情况下,槽数越多,导致整个刀轴的直径也越大.在一定直径刀轴的情况,当然是槽数越多越好,刀片排列越多越好.
噪音小:单位时间内的接触木材表面与平口刀在同一时间内接触木材表面加工时所产生的噪音值约减少30至50dB。
舍弃式螺旋刀头又分有:重切削螺旋刀头和轻切削螺旋刀头。重切削螺旋刀头主要用于自动仿型铣刨边机,立轴机,四面刨机,切削成型。而轻切削螺旋刀头主要用于立轴机,四面刨机等上,主要切削平面光滑圆润。
所以,大家如果需要选择螺旋刨刀时,一定要了解清楚你选择的螺旋刨刀的具体参数[螺旋转槽数(也就刨刀的排列排数)与刨刀片排列数量与刨刀片的刨刃切削角度]与价格的关系.否则,就会被一些商家蒙高价.
百度地图
谷歌地图
舍弃式刀片:采用进口卢森堡小刀片,不经过高温焊接的装配方式,保证了每个刀片原来的硬度在HRA93.5度以上,大幅提升了刀具的使用寿命。当刀片钝化时,工厂操作师傅自行拆卸刀片,操作简单节省时间
深圳市精工研木工刀具有限公司专注于真空吸塑胶,舍弃式螺旋刀,数控木工车刀等
词条
词条说明
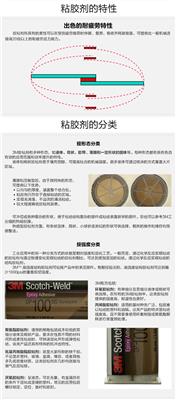
真空吸塑胶作为木制品表面装饰技术,具有装饰造型及色彩多样的特点,综合成本大大低于装饰纸、薄木皮、三聚氰胺防火板等。本中心研制的水性真空吸塑胶属水性聚氨酯粘合剂,具有无毒、无异味、无刺激性、无甲醛等有害气体释放。同时具有耐热性好,初粘结性好,粘结强度高,雾化性能好,粘结后,不反弹,耐高温的特点。适用于PVC薄膜、皮革等软体材料和板材、密度板、刨花板、木材等的真空吸塑成型,和高分子材料、钙塑型材料、塑
涂胶方面 1、标准涂胶量为250—300克/㎡。 2、开放堆积时间应控制在10分钟以内,闭锁堆积时间应控制在5分钟以内。 3、单面涂胶或双面涂胶均应保证涂胶量,并防止图层因干燥而成膜。 4、刷子涂胶应避免造成浪费及涂胶不均的现象。 5、滚子涂胶或机械涂胶应保证涂胶量,并防止胶层过薄而易成膜的问题。 6、对于较难粘接的树种,建议采用双面涂胶的方式。 冷压拼板胶是水基型双组份粘合剂,同固化剂按推荐比例
真空吸塑胶主要应用在中纤板和其它木制品与PVC装饰膜、木皮间的热吸塑粘合。 真空吸塑胶的选用主要看各厂家的质量,具体表现在以下几方面: 1、粘结力:吸塑成型后槽位不反弹、不缩边,如做边剥离测试时,PVC上要粘满木屑,中间空的吸塑胶在使用不久后或高温下会脱边的。测试方法是:吸塑成型后做边剥离测试,看要多大的力才能剥开,及看剥开后PVC皮上是否粘有很多的木屑(多表示PVC与木板完全粘结,少则吸塑胶质
膜压工件间距:宽度小于10cm的窄长工件,工件间距不小于8cm;宽度大于10cm的工件,工件间距不小于6cm;工件与工作台边框的间距不小于8cm横纵向的间距应在一条直线上,以减少空气流动的阻力,2.4.2工件垫板:垫板的宽度和长度均应比工件的宽度和长度小6-10mm垫板的上表面四周的棱角应倒半径3mm-5mm的圆角或倒3×45℃角,以保证PVC膜与工件间的空气被彻底抽净,达到PVC膜牢固地胶合到工
联系方式 联系我时,请告知来自八方资源网!
公司名: 深圳市精工研木工刀具有限公司
联系人: 高云燕
电 话:
手 机: 13714570562
微 信: 13714570562
地 址: 广东深圳龙岗区深圳市龙岗区龙岗街道同乐段老榕树街321-1号
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞德润密封材料有限公司
- 深圳市英菲迪科技有限公司
- 保定市石罗克新材料科技有限公司
- 深圳骏天优奇科技有限公司
- 东莞市创腾洗涤用品有限公司
- 昆山诺莱达电子有限公司
- 东莞市西子新材料科技有限公司
- 东莞市佳宸新材料有限公司
- 湖南把兄弟新材料股份有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥18.00


¥68.00

¥120.00










