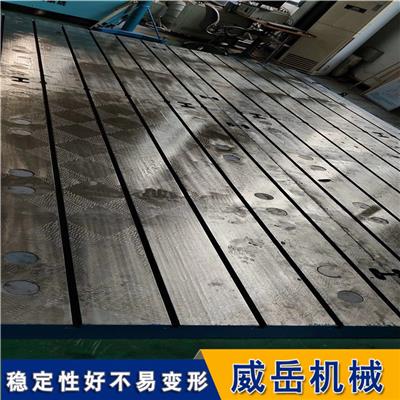
铸铁平板在刮研前要准备的工作
- 时间:2020-01-05作者:泊头市利丰机械制造有限公司浏览:322
铸铁平板在刨床加工完后,需要人工刮研和研磨,在刮研前必需保证刮刀的锋利和铸铁平板的正确安放。 一、刮刀必需经常保持锋利 刮刀稍微有一些钝,就要重新磨制。硬度不够时也要从新淬火,否则将浪费劳动力。刮的方向不可与长边平行,应和边成一角度,连续两次刮研的方向,应交叉成一角度,不可重复,否则将产生波形刀痕。刮研时左手必需保持平衡,不可使刀身偏侧而造成刀角划入铸铁平板内、刮成深沟等缺陷。 二、铸铁平板的正确安放 首先要注意铸铁平板是否放平稳,支点是不是在规定的三条腿上。其次是平板位置高低要适合工作者的身长,一般在腰部上下。*三是光源的强弱与方向是否合适,观察刮研点是否清楚,否则应增加光源。 更多详情请登录 http://
泊头市利丰机械制造有限公司专注于铸铁平板,铸铁划线平台,机床铸件,铸铁平台,大理石平台,铸铁划线平板等
词条
词条说明
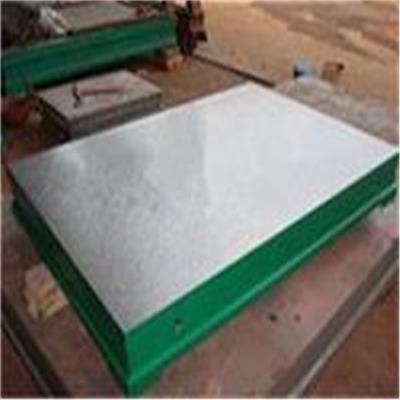
好的材料才能铸造好的产品!随着铸造技术的不断发展,虽然设备和技术的能力不断提高,但中国的铸造业扔存在许多不稳定的质量控制盲区,铸造过程直角影响着产品的质量,但材料的选择更是非常的重要! 利丰机械制造有限公司专业生产铸铁平板 铸铁平台,选用材质为高强度铸铁HT250-300,工作面硬度为HB170-250,经过两次人工处理(人工退火600度-700度和自然时效2-3年)精度稳定耐磨性好,深受新老客户
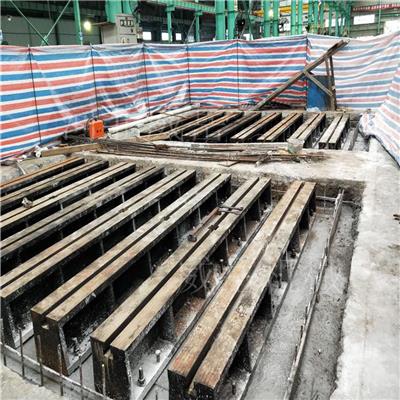
首先我要为大家介绍一下机床铸件的铸造工艺: 机床铸件其的工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管进入直浇道3上升,通过内浇道2平稳地进入型腔1,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流回坩埚,再开型并取出铸件. 接着就说一下浇注工艺: 机床铸件的浇注工艺生产中,浇注时应遵循高温出
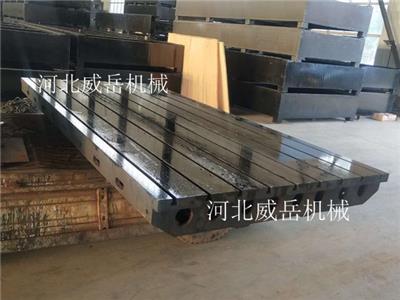
机床铸件一般采用**音频淬火是目前对机床导轨淬的常用工艺,淬火层一般在2.5-3mm,机床铸件淬火硬度分别为HT250材质----HRC46—50 HT300材质----HRC48—52 淬火较常用的冷却介质是盐水,水和油。盐水淬火的工件,简单得到高的硬度和光亮的外表,不简单发作淬不硬的软点,但却易使工件变形严峻,乃至发作开裂。而用油作淬火介质只适用于过冷奥氏体的稳定性比较大的一些合金钢或小尺度的碳
1.标准量具:如量块、多面棱体等。 2.简易量具:如钢直尺、钢卷尺、塞尺等。 3.尺寸样板:如半径样板。 4.较**规:如卡规、塞规、环规等。 5.形位误差量具:如刀口尺、平尺、平晶、平板等。 6.角度量具:如角度块、正弦尺、直角尺等。 7.螺纹量具:如螺纹样板、三针、螺纹量规等。 8.表面质量量具:如表面粗糙度比较样块。 9.游标类仪器:如游标卡尺、深度游标卡尺、高度游标卡尺等。 10.齿轮量具
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市利丰机械制造有限公司
联系人: 刘媛媛
电 话: 0317-8175168
手 机: 15933272297
微 信: 15933272297
地 址: 河北沧州泊头市建设街66号
邮 编: 062151
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 河北远鹏机床量具有限公司
- 杭州康泰实业有限公司余杭分公司
- 深圳市酷客人科技有限公司
- 佛山市顺德区诚钢平板加工有限公司
- 江阴市正恒钢管有限公司
- 深圳市先乐电声有限公司
- 泰州市刁铺混凝土预制构件有限公司
- 无锡大地薄板有限公司
- 驻马店市兄弟制箱有限公司
- 兴平市西吴真空砖瓦厂
- 商家产品系列
- 产品推荐
- 资讯推荐



¥5500.00
¥5732.00
¥3450.00

德盛铸铁平台 检验平板 铸铁工作台 HT250材质 型号齐全
¥3800.00

¥7700.00

¥2600.00

¥8650.00
现货供应长方形1.5*2铸铁平台 精密机械铸件加工 按图定制
¥2200.00
¥7250.00

¥5200.00











