点胶机厂家教你如何选择全自动点胶机
- 时间:2018-08-20作者:南京新松自动化科技有限公司浏览:355
1、根据经验
点胶机胶点直径的大小应为焊盘间距的一半,贴片后点胶机胶点直径应为胶点直径的1.5倍。这样就可以保证有充足的胶水来粘结元件又避免过多胶水浸染焊盘。点胶机点胶量多少由螺旋泵的旋转时间长短来决定,实际中应根据生产情况(室温、胶水的粘性等)选择泵的旋转时间。
2、点胶压力(背压)
(以美国CAMALOT5000为例)。背压压力太大易造成胶溢出、胶量过多;压力太小则会出现点胶机点胶断续现象,漏点,从而造成缺陷。应根据同品质的胶水、工作环境温度来选择压力。环境温度高则会使点胶机胶水粘度变小、流动性变好,这时需调低背压就可保证胶水的供给,反之亦然。
3、针头大小
在工作实际中,针头内径大小应为点胶机点胶胶点直径的1/2,点胶过程中,应根据PCB上焊盘大小来选取点胶针头:如0805和1206的焊盘大小相差不大,可以选取同一种针头,但是对于相差悬殊的焊盘就要选取不同针头,这样既可以保证点胶机胶点质量,又可以提高生产效率。
现就写到这,想知道更多信息请关注下一章节,了解到以上因素,根椐产品使用的实际情况,针对性选择,可更好的选择适合自身产品的点胶设备,也可以选择前,咨询天南京新松自动化科技业务或技术人员,为您推荐适合的点胶设备,
南京新松自动化科技有限公司专注于自动点胶机,自动焊锡机,精密焊锡机,全自动螺丝机,CCD视觉自动点胶机,脉冲热压机等
词条
词条说明
性能特点:本设备是矩形门窗加工过程中型材和玻璃之间涂密封胶的**设备。本设备采用**数控系统和伺服电机,工作流程自动化控制,涂胶过程自动完成,操作简单,设置方便,省时省工,涂胶面均匀美观。设备采用20L桶装密封胶,用料成本大大降低,是门窗自动化加工制造系统中的必选设备。 设备参数: 规格 XSDJ4-551 XSDJ5-551RY 自动点胶机平台说明 行程(mm) 500*500*100 500
在操作过程中操作者应该注意以下事项: 一:操作者应该注意使用自动焊接设备的事项 1.1应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更换。 1.2作业前,应检查减速箱油槽中的的润滑油,不足时应添加。软管式送丝机构的软管槽孔应 保持清洁,并定期吹洗。 1.3作业时,应及时排走焊接中产生的有害气体,在通风不良的舱室或容器内作业时,应安装通风设备。 1.4焊抢电缆不可用器具积
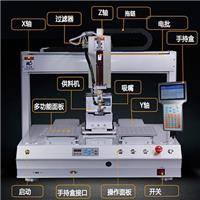
自动点胶机开机点胶前首先根据产品*选择固定的胶水针管,把针头安装在胶管上,调整点胶设备针头与产品的距离,再将针头的空气排出,称每个产品的胶量是否在范围内,每种类型点胶机都有这的优势。自动点胶机在点胶前期需要准备与处理的流程主要包括了送胶确认、胶阀测试、气泡排除、胶水试点等基本几项。点胶前期的准备工作对后期的正式封装起着重要的辅助作用。 自动点胶机: 在点胶阀测试完成之后,接着需要进行的工作就是
CCD视觉点胶机该设备采用360℃全景拍摄自动识别系统,该设备主要体现在识别能力强,能快速适应多种复杂产品,稳定性高;采用进口工业镜头拍照,像素清晰高达800万;系统识别精度高,点胶速度快,广泛应用于各行各业。 产品角度任意摆放设备自动寻找路径点胶操作,可点、画、S、圆任意图形走位点胶;可自动识别不良品或不需要点胶的产品,同时配备多头作业点胶效率高,速度快,节省了人工成本;相对于人工点胶而言该设备
联系方式 联系我时,请告知来自八方资源网!
公司名: 南京新松自动化科技有限公司
联系人: 易家
电 话: 025-57609689
手 机: 18006209689
微 信: 18006209689
地 址: 江苏南京六合区南京矿业产业园1号
邮 编:
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 合肥发源地智能科技有限公司
- 合肥发源地智能科技有限公司
- 山东曼大智能科技有限公司
- 东莞市高必盛压铸智能装备有限公司
- 深圳市伯朗特自动化有限公司
- 中山市瑞若机械设备有限公司
- 上海智弈生医疗科技有限公司
- 武汉海涵立科技有限公司
- 深圳市新昌运科技有限公司
- 商家产品系列
- 场上作业机械
- 超声波清洗机
- 超市购物车
- 车间设备
- 成形机床
- 冲床
- 冲击器
- 冲模零件
- 出入口机
- 储能机
- 传动件
- 刺绣机
- 促销台
- 存包柜
- 打胶机
- 纺织机械设备
- 纺织用仪器
- 放料阀
- 非标准件
- 非织造布机械
- 沸腾干燥机
- 分离机
- 粉碎机
- 风机、排风设备
- 缝纫机
- 服务机器人
- 服装CAD
- 服装加工设备
- 感应器
- 高头车
- 产品推荐
- 资讯推荐




¥300.00




¥415.00


¥49800.00

¥68000.00

¥30000.00











