供应山东JL-4200W塑胶焊接机
- 时间:2023-05-29作者:青岛久隆勃辰设备有限公司浏览:96
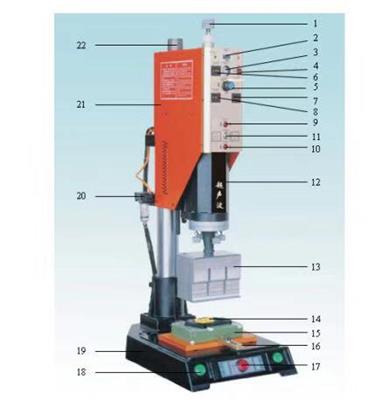
青岛久隆**音波塑胶熔接机操作流程是怎样的?下面分别给大家说说: 一、开机前检查机器紧固螺钉有无松动。操作按钮是否正常,环境要清 理顺畅。 二、各部调整及熔接前准备工作。 1.装焊头:1先将扩大锥(CONE及焊头(HORN以及焊头螺丝,以酒精或汽油擦洗干净,再将焊头螺丝及扩大锥,焊头结合面抹上一层薄薄的黄油脂再将焊头螺丝锁于焊头上。注意:焊头结合面若有损伤时,振动之传达效率会递减,应谨保养。 2.按机体升降键,将机体升高至适当位置(扩大锥结合面以下约300mm之间)再紧固4支焊头水平调整螺丝,将扩大锥固定在其旋转范围内之中间位置处。 3.把焊头用手旋入扩大锥到不能回旋为止。 4.以焊头锁紧扳手将焊头旋紧(约300kg/cm之扭力)此时特别注意不让扩大锥旋转,以防止转梢扭断。若发现旋转侧4支焊头水平调整螺丝要再紧固些)2底模架设及焊头调整: 1.调整准备: ①打开气压源,并调整压力至2kg/cm2 ②将底模依操作较方便方向,平稳置于底座上。 ③调整机体升降开关至焊头工作面以下有100mm以下之空间。 ④打开发振箱之总电源开关,此时电源指示灯亮。 ⑤将熔接机上之选择开关置于“手动”位置。 ⑥检视焊头下方100mm深之范围确无物品后,再按底座上之熔接下降按 钮,使焊头下降在行程下方位置。 2.焊头方向调整: ①放松4支水平调整螺丝,将焊头之方位与工作物对正,再按机体降开关使焊头压附工作物。 ②调整底模前后,左右位置使焊头贴合工作物后,底模在操作较方便方向。 3.焊头水平调整:轻拍焊头四周,使焊头与工作物吻合状态后,平均固定4支水平调整螺丝,再固定底模。 4.焊头高低位置调整: ①按机体升降开关,使机体下降至熔接位置窗口红线对正于熔接位置,并旋紧机体固定把手。使支柱与机体结成一体。 ②若工作物之熔接对于高低须准备时,则调整较低点微调螺丝**于升降筒在熔接后较适当位置。 5.熔接准备: ①选择开关置于“手动”位置接底座之下降/上升按钮,视状况设定下降速度,及下降/上升缓冲,工作气压,并调整至升降时不致发生冲击为止。 ②依工作物状况,设定出力段数于适当位置。应于低段数试起以维寿命)再按音波检查开关,并调音波调整螺丝,使振幅表之指示在较低刻度为止。注意:按音波检查开关,应按下三秒停止一秒间歇方式,以维护振动子寿命。 三、熔接操作:设定熔接延迟及硬化时间: 1.完成上述之各部调整及熔接前准备后,再将选择开关置于“自动”位置。 2.按熔接下降按钮试熔接,熔接机即可自动熔接工作一次。 3.观察熔接工作状况及熔接后工作形态,再调整焊头,底模偏重新设定工作压力,音波出力,熔接时间,再试溶,重复调整至工作物理想熔接 条件。延迟时间,硬化时间之设定,从较长时间递减设定至理想条件,音波出力及熔接时间之设定,则须由小到大渐增方式设定,以维振动子之寿命 4.设定至理想熔接条件后,即可从事作业生产,生产前,首先将计数器归零,及做音波检查,并清除工作台上不必要之物品,再行作业。 文章出自专业超声波设备厂家——青岛久隆,转载请注明出处! 青岛久隆勃辰设备有限公司
青岛久隆勃辰设备有限公司专注于青岛超声波,医疗热合机,塑料焊接机等
词条
词条说明
青岛久隆医疗热合机适用于PVC、PET,APET,PETG,GAG,CPET等吸塑盒与医疗用特卫强纸、杜邦透析纸热合。 现在医疗封口设备已经升级至*七代,多种型号可供选择。智能化显示器,触摸屏高端设计。设备采用上热式设计,模具采用铝型材具有散热快,包装平整,封口美观,耐用等特性。采用感应控制导线装置,使用优质气缸动力装置,使该机易损件磨损小,使用寿命长,操作简便、快捷。 医疗行业**热合机适用于P
青岛久隆**音波塑胶熔接机操作流程是怎样的?下面分别给大家说说: 一、开机前检查机器紧固螺钉有无松动。操作按钮是否正常,环境要清 理顺畅。 二、各部调整及熔接前准备工作。 1.装焊头:1先将扩大锥(CONE及焊头(HORN以及焊头螺丝,以酒精或汽油擦洗干净,再将焊头螺丝及扩大锥,焊头结合面抹上一层薄薄的黄油脂再将焊头螺丝锁于焊头上。注意:焊头结合面若有损伤时
联系方式 联系我时,请告知来自八方资源网!
公司名: 青岛久隆勃辰设备有限公司
联系人: 谢伟权
电 话: 400768968
手 机: 13668853301
微 信: 13668853301
地 址: 山东青岛青岛重庆北路231号(青义工业区厂房3栋)
邮 编:
相关推荐





相关阅读
八方资源网提醒您:
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 天津市热合机厂
- 天津市津海**热合机厂
- 深圳市怡昌高频设备有限公司
- 青岛技世源纺织机械厂
- 青岛鑫瑞德机械设备有限责任公司
- 苏州鑫电包装机械制造有限公司
- 青岛鑫瑞德机械设备有限责任公司
- 长沙市雨花区玉兰篷套销售部
- 相城区望亭镇美特固机械设备厂
- 商家产品系列
- 产品推荐
- 资讯推荐

¥88888.00

¥300.00



¥99.00

¥12500.00

特卫强杜邦纸热合机 耐高温绝缘杜邦纸热合机 四川医疗高频机厂
¥10000.00