编程学员上机考核遇到问题点
- 时间:2020-03-06作者:厦门途正*科技有限公司浏览:97
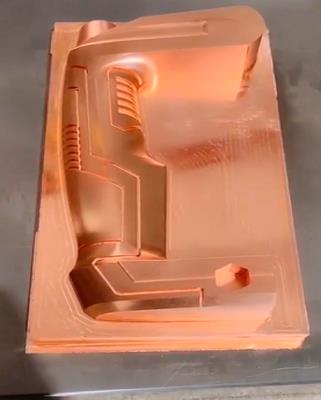
问题:R1球刀光面后曲面太粗糙,不够亮,边缘有毛刺
原因:进给太快,转速不够;或者是在开粗后余量太多(0.17mm)造成R1球刀光刀时吃刀
量大,加上进给过快(F1600)才产生不够亮·边缘有毛刺的情况
解决法:1. 在工件还没拆下来的情况下,让R1球刀(进给降低,转速提高)程序再走一遍,并让上个程序铣侧壁再走一遍(D6 光刀)
编程思路:
1. 开粗余量不留0.1mm,改成只留0.03mm(不算火花位-0.07mm)侧壁可以留0.05mm 底部可以不留直接为零;
2. 用R1球刀光面时步距0.04mm,转速S14000进给F800
3. R1球刀程序可以设两个,即光面两遍。**遍光时余量为-0.03mm,*二遍铣到数(-0.07mm)
4. 刀路延伸0.5mm
原参数:R1球刀 S12000 F1600 步距(切削量)0.06mm 刀路延伸0.3mm
现参数:R1球刀 S14000 F800 步距(切削量)0.06mm 刀路延伸0.5mm
厦门途正*科技有限公司专注于厦门产品设计编程技巧,厦门CAD编程技巧,厦门CNC数控编程编程技巧,厦门模具设计编程技巧等, 欢迎致电 15060772914
词条
词条说明
问题:R1球刀光面后曲面太粗糙,不够亮,边缘有毛刺 原因:进给太快,转速不够;或者是在开粗后余量太多(0.17mm)造成R1球刀光刀时吃刀量大,加上进给过快(F1600)才产生不够亮·边缘有毛刺的情况 解决法:1. 在工件还没拆下来的情况下,让R1球刀(进给降低,转速提高)程序再走一遍,并让上个程序铣侧壁再走一遍(D6 光刀)编程思路:1. 开粗余量不留0.1mm,改成只留0
CNC数控机床编程编程技巧机构有哪些优点CNC数控机床编程编程技巧机构有哪些优点,鼎才学习编程技巧是编程技巧课程零件编程、模贝编程、设计产品的院校,报考学数控机床编程完全免费教cnc机床实际操作,本学习编程技巧有着目前市面上较流行的三菱、法兰克、新代等数控车床电脑操作系统供学员当场实际操作,从手机软件的模型制图,到撰写精雕软件程序流程,随后上机械加工,从概念到实际操作。全部阶段全是不限课时,学好才行。还会继续教手工制
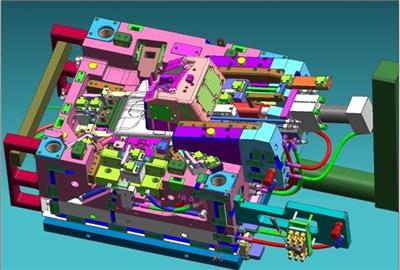
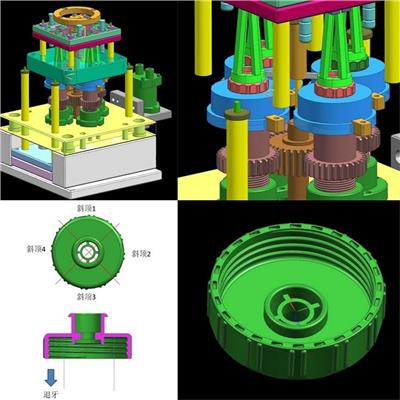
模具设计和数控编程加工有什么区别和联系?1).制造业主要流程:产品设计—模具设计—数控加工,各个环节相互关联,技术全面才能精通. (2).一套优质模具离不开合理的设计和精湛加工; (3)模具设计师如不熟悉制造工艺,设计出来的模具必然造成加工困难,成本增加,装配不便; (4)模具编程师如不熟悉模具结构,加工出来的零件必然经常会达不到设计要求,以致报废工件; (
授课内容: 一、基础课程 1、数控加工原理及应用。 2、数控机床、刀具的简介。 3、加工材料及加工工艺的认识。 4、G、M代码及手工编程。 二、软件教学 1、新版UG概述、基本操作。 2、UG加工坐标系、刀具、方法、程式创建与修改。 3、UG平面铣削、二维平面铣削、二维平面铣削清角加工的应用与技巧
联系方式 联系我时,请告知来自八方资源网!
公司名: 厦门途正*科技有限公司
联系人: 敖攀文
电 话: 0592-3685254
手 机: 15060772914
微 信: 15060772914
地 址: 福建厦门同安区同安工业集中区
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 湖北欧凡企研教育科技有限公司
- 东莞市酷睿教育科技有限公司
- 东莞市实力教育咨询有限公司
- 潍坊博海数控技术有限公司
- 成都金加成型工程技术咨询有限公司
- 慈溪市学程教育信息咨询有限公司
- 张家港市捷梯职业
- 东莞盈安教育科技有限公司
- 上海育通教育信息咨询有限公司
- 昆山凯思达有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥1000.00

¥5000.00


¥100.00


¥1000.00

¥10.00











