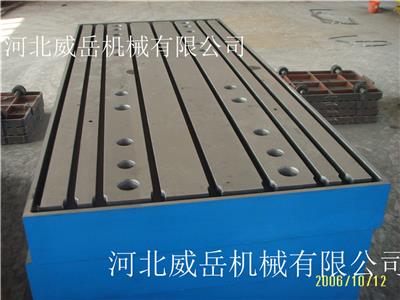
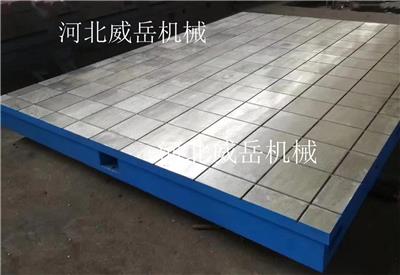
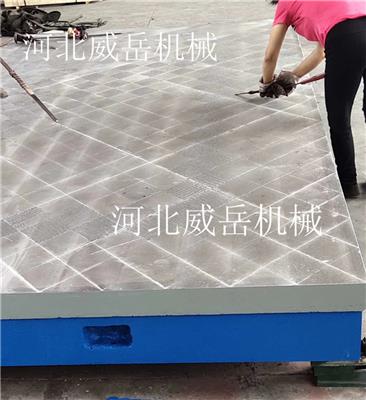
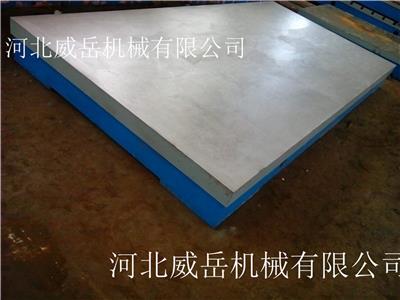
铸铁试验平板的工件检查和基准面介绍
- 时间:2020-06-26作者:河北威岳机械有限公司浏览:133
用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备。 平台是用于工件检查或划线的平面基准器具。平台安装应调至水平、负荷均分布于各支点上,环境温度(20±5℃)使用时应避免振动。 铸铁平板设计技术要求一般根据《机械行业标准》/T7974—2000设计,按GB4986-85标准制造平台精度等级有00、0、1、2、3、级及精刨。铸铁平板是用于工件检查或划线的平面基准器具。 平台安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。铸铁平板冷去过程中发作的铸造应力追赶了材料在该温度下的服从强度,发作残留变形精度测量用的基准立体,在机器制作检验中也是不可短少的根蒂立体量具。适用于各种检验工作,精度测量用的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作好划线,在机械制造检验中是不可缺少的平面基准量具。铸铁平板是用于工件检查或划线的平面基准器具。 铸铁平板铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等问题。铸造清理过程的控制,清理过程是量具铸件冷后从铸型中清理量具铸件,以获得表面无问题的量具铸件。 铸铁平板的刮研技术分析 1、粗刮:若平台表面比较粗糙、加工痕迹较深或表面生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮 ,行程教长(10mm~15mm之间), 痕较宽(10mm),刮 痕迹顺向,成片不重复。铸铁平板机械加工的 痕挂除后,即可研点,并按显出的高点刮削。 2、细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法( 痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着 方向刮,刮完一遍,刮 遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。 3、精刮:在细刮的基础上进行精刮,采用小刮 或带圆弧的精刮,痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点, 4、刮花:刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。 平面度的质量检查: 1、工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观问题。 2、工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。各种铸造表面应 型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。 3、相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。 4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现**工作面的凸起现象。 5、应采用 细颗料的灰口铸铁或合金铸铁制造。 6、工作面的硬度应为HB170-220。 7、工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um 8、应经过稳定性处理和去磁。 铸铁平板问题的解决办法 1.铸铁平板的基准面:可接工作图的尺寸,进行划线工作。 2.高度测量的基准面:将待测物与量表座同置於平台上,进行高度比较测量,後可再将其高度与标准块规相比较。 3.平行度测量的基准面:固定量表座,然後使量表指针接触在待测物表面上方,移动待测物,可检查工件面与平台面的平行度。 4.角度测量的基准面:利用平台作基准面,配合正弦杆及角度规,可进行角度量测。 5.铸铁平板工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。各种铸造表面应型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。 6.在铸铁平板的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。 7.铸铁平板工作表面不应有锈迹、划痕、碰伤及其他影响使 8.根据用户要求,在铸铁平板工作面上设置螺纹孔或沟槽后,这些部位不应出现**工作面的凸起现象。 9.平台应采用细颗料的灰口铸铁或合金铸铁制造。 10.平台工作面应采用刮削工艺,对于“3”级平台工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um(按GB1031-83《表面粗糙度参数及其数值》)。 11.铸铁平板应经过稳定性处理和去磁。 12.铸铁平板工作面的硬度应为HB170-220。
河北威岳机械有限公司专注于铸铁平板平台,试验平台,大型铸件等
词条
词条说明
1、筋板主要是为了加强铸铁平台的承载能力,减少平板在重荷下容易产生变形。 2、筋板在铸铁平台上是不可或缺的功能部分,它能有效地如“工”字铁般增加产品的刚性和强度而*大幅增加产品切面面积,保证了平板的强度、刚度,减小平板工作面的厚度。 3、可克服铸铁平台因壁厚差别带来的应力不均所造成的歪扭变形,增加铸铁平台的使用寿命。 4、在生产过程中,筋板还可以改善铁液流动情况,减少铸铁平台的铸造缺陷。 5、能
1.铸铁三维柔性焊接平台报价工作台面 工作台的五个工作面都有100x100 mm(D28系列)或50x50mm(D16系列)的带有网格标注的孔。三维柔性焊接平台报价其五个面的平面、平行、垂直公差精度以及孔与孔的位置精度都是非常高的,三维柔性焊接平台价,保证在台面上的定位和台面与其它模块之间的组合都具有足够的使用精度要求。基础台面的尺寸从1000x1000mm到4000x2000mm可以任意选择,
在人们的生活中,大理石材质的家具台面多种多样,而且它们也给人们的生活带来很多的优点与作用。 大理石平台主要是形成的矿物成分。有辉石,斜长石,橄榄石,黑色的云母还含有一些磁性的铁质。总体来说它们呈现黑色,有光泽度,结构细腻精致。它们一般是在山崖中经过了上千万年的洗礼,形成了稳定性好,硬度**高的石材。用它做成平台质量可靠,品质有**,受到不少消费者的认可与喜欢。 这样好的大理石平台具有着收藏价值,大
目前除了表面粗糙度有及相应的检查方法外,表面质量的其余项目均无检验,也缺乏完善的无损检查方法。通常都是凭经验根据铸铁平台的要求与加工方法确定检查的项目。一般铸铁平台除了检查表面粗糙度外,其余项目都可以靠工艺保证,不再进行检查。对于重要的零件如机床导轨的表面,则根据需要决定检查的项目。破坏性的检查铸铁平台的方法只能用于抽验或者验证工艺的合理性。 铸铁平台/表面质量的检查项目和评定方法有以下几项:
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北威岳机械有限公司
联系人: 郭星楠
电 话: 15350773479
手 机: 15350773479
微 信: 15350773479
地 址: 河北沧州泊头市河北省沧州市泊头市交河镇新华西路
邮 编:
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 天美仪(厦门)环境科技有限公司
- 秦皇岛维克托国际贸易有限公司
- 浙江俱星动力科技有限公司
- 青岛新业环保科技有限公司
- 山东鼎诺自动化控制技术有限公司
- 上海川纳实验仪器有限公司
- 西安久傲自动化有限公司
- 山东三诚智慧农业科技有限公司
- 深圳市宝安区新桥街道承恒通讯设备商行
- 济南特美瑞环保科技有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥100.00

¥2398.00


¥1500.00


¥5000.00















