连续驱动摩擦焊机
- 时间:2021-04-16作者:永康市国海自动化设备有限公司浏览:277
摩擦焊接是指利用热塑性塑料之间相互摩擦所生成的摩擦热,使摩擦面受热熔融,经加压并冷却后,即可使其连接在一起的方法。焊接效率30~70%,一般动摩擦系数大的效率高。在两个焊件的焊接端面上加一定的轴向压力,并使接触面作剧烈的摩擦运动,摩擦产生的热,把接触面加热到一定的焊接温度(一般为稍低于材料的熔点,如碳钢的焊接温度)时急速停止运动,并施以一定的**锻压力,使两个焊件金属产生一定量的塑性变形,从而把两个焊件牢固地焊接在一起。
工艺特点
1)焊接施工时间短,生产效率高。例如发动机排气门双头自动摩擦焊机的生产率可达800~1200件/h。对于外Φ127mm、内径Φ95mm的石油钻杆与接头的焊接,连续驱动摩擦焊仅需要十几秒钟。
2)因焊接热循环引起的焊接变形小,焊后尺寸精度高,不用焊后校形和消除应力。用摩擦焊生产的柴油发动机预燃烧室,全长误差为±0.1mm;**焊机可保证焊后的长度公差为±0.2mm,偏心度为0.2mm。
3)机械化、自动化程度高,焊接质量稳定。当给定焊接条件后,操作简单,不需要特殊的焊接技术人员。
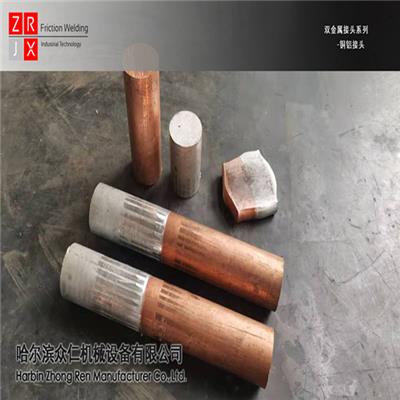
4)适合各类异种材料的焊接,对常规熔化下不能焊接的铝-钢、铝-铜、钛-铜、金属间化合物-钢等都可以进行焊接。
5)可以实现同直径、不同直径的棒材和管材的焊接。
6)焊接时不产生烟雾、弧光以及有害气体等,不污染环境。同时,与闪光焊相比,电能节约5~10倍。
连续驱动摩擦焊接头形式在设计时主要遵循以下原则:
1)在旋转式摩擦焊的两个工件中,至少要有一个工件具有回转断面。
2)焊接工件应具有较大的刚度,夹紧方便、牢固,要尽量避免采用薄管和薄板接头。
3)同种材料的两个焊件断面尺寸应尽量相同,以保证焊接温度分布均匀和变形层厚度相同。
4)一般倾斜接头应与中心线成30°~45°的斜面。
5)对锻压温度或热导率相差较大的异种材料焊接时,为了使两个零件的**锻相对平衡,应调整界面的相对尺寸;为了防止高温下强度低的工件端面金属产生过多的变形流失,需要采用模子封闭接头金属。
6)为了增大焊缝面积,可以把焊缝设计成搭接或维形接头。
7)焊接大断面接头时,为了降低加热功率峰值,可以采用将焊接端面倒角的方法,使摩擦面积逐渐增大。
8)对于棒-棒和棒-板接头,当中心部位材料被挤出形成飞边时要消耗更多的能量,而焊缝中心部位对扭矩和弯曲应力的承担又很少,所以,如果工件条件允许,可将一个或两个零件加工成具有中心孔洞,这样,既可用较小功率的焊机,又可提高生产率。
9)待焊表面应避免渗氮、渗碳等。
10)设计接头形式的同时,还应注意工件的长度、直径公差、焊接端面的垂直度、不平度和表面粗糙度。
永康市国海自动化设备有限公司专注于摩擦焊,连续驱动摩擦焊机,摩擦焊机,金属摩擦焊机,旋转摩擦焊机,金属摩擦焊设备等
词条
词条说明
大多数管道自动焊机由伺服电机驱动。目前,管道自动焊机中使用的电机驱动器可分为 4 类:1. 步进电机驱动 它使用步进电机,特别是细分步进电机作为驱动源。由于这种系统通常由开环控制,它主要用于低烘焙的经济工业机器 9S 人。2、DC伺服电机系统 由于位置、速度、加速度 3 闭环控制,采用DC伺服电机系统。精度高,变速范围大,动态性能好。因此,它是目前管道自动焊机的主要驱动模式。3、 交流电机伺服系统
超声金属滚焊机工作原理: 超声波金属滚焊机仅用于无密封要求的薄板搭接结构和金属网、交叉钢筋结构件的焊接,因为焊点之间有一定的间距。如果柱状电极被圆盘电极取代,电极压力焊件并旋转,焊件将连续输送到圆盘电极之间,然后配合脉冲通电。可形成连
摩擦焊共用铣床的主要分类按布局和适用范围分类1.铣床:是的,水平和垂直的,主要用于加工小零件,应用范围广。摩擦焊机在旋转中产生热能,再加以适当压力,完成焊接的设备。按能量输入方法不同,摩擦焊机分连续驱动式和惯性式两种。前者由夹具、传动机构、加压机构、制动装置和控制装置组成;后者则由夹具、传动机构、飞轮、加压机构和控制装置组成。惯性摩擦焊通过在待焊材料之间摩擦,产生热量,在**锻力的作用下材料发生塑性
15K超声铜铝金属点焊机工作原理:15K超声波金属点焊的原理是通过超声波传感器将高频电能转化为高频振动能,焊接非铁磁性金属材料工件。焊件之间的连接是通过声学系统的高频弹性振动和工件之间的静态毅力来实现的。超声波发生器是一种将共频电流转化为超声波频率的振荡电流的变频装置,通过压电效应将发生器馈入的超声波频率电能转化为机械振动能械振动能。聚能器用于放大振幅和耦合负载,在静压和弹性振动能的共同作用下,将
联系方式 联系我时,请告知来自八方资源网!
公司名: 永康市国海自动化设备有限公司
联系人: 胡经理
电 话: 0579-87211096
手 机: 13967913621
微 信: 13967913621
地 址: 浙江金华永康市象珠工业区金鸡路58号
邮 编:
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞智谷光电科技有限公司
- 无锡智思汇焊接科技有限公司
- 苏州凯尔博精密机械有限公司
- 东莞智谷光电科技有限公司
- 东莞市增量机械设备有限公司
- 江苏锐成机械有限公司
- 东莞市横沥鑫源超声波机械经营部
- 必能信超声(上海)有限公司
- 东莞市必得信超声波有限公司
- 东莞市必得信超声波有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥280000.00
科鼎数控,台式铝摩擦焊接机,龙门式搅拌摩擦焊设备,摩擦焊接机
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00











