【树脂砂铸造生产线】铸造树脂砂生产线那里招操作工?
- 时间:2021-09-06作者:河北裕城伟业环保科技有限公司浏览:171
找全国铸件订单、球墨铸铁件、采购铸件、铸造厂接单、咨询铸造技术问题,就来
铸件订单网
生产操作
首先检查水源、电源、气压是否正常。(电源三相380V,气源压力至少在0.6MP)
1、落砂系统
⑴、开机前准备
①、认真检查每台振动电机固定螺栓是否松动;引出线绝缘是否损坏;台面及框架有无断裂;弹簧如断裂应及时更换;电机是否需要补充润滑脂;发现问题应及时处理或汇报有关人员。
②检查振动输送机电机固定螺栓是否松动、引出线绝缘是否损坏,发现问题应及时处理或汇报有关人员。
③检查磁选机是否有螺栓松动、皮带松动或跑偏现象。
④检查1#斗提机进料口是否通畅,打开检查门,检查内部是否卡阻或堵料;检查料斗是否跑偏和碰撞机壳,检查环链螺栓是否松动,传动皮带是否松弛。
⑵、操作
①、手动操作:将〈落砂系统手动/自动〉旋钮开关调至“手动”位置,按〈开车报警〉→启动落砂除尘风机→1#斗提机→磁选机→振动输送机→振动给料机→落砂机。停机时待落砂完后先停落砂机→振动给料机→振动输送机→磁选机→1#斗提机→落砂除尘风机。*(其间隔时间由操作者自己控制,一般要求大电机启动后视电网压降情况来定)注:正常情况下严禁使用手动。
②自动操作:将〈旧砂系统手动/自动〉旋钮开关调至“自动”位置,按〈开车报警〉→启动落砂除尘风机→启动〈自动启动〉即可。停车时按下〈自动停止〉即可。
⑶、注意事项
①落砂机严禁频繁起动和制动,间隔周期应大于5min,否则制动变压器易烧。 ②严禁振动电机周围堆积热砂,落砂后的热砂应及时清理,否则电机无法散热易损坏。
③落砂后的热砂应及时运走,严禁在砂斗内储存热砂。
④落砂速度与输送速度要相匹配。当落砂量大于输送量时,输送式落砂机输送设备会向外溢砂;底落式落砂机下方受料斗会把落砂机托起使落砂机无减振损坏振动体或受料斗。
⑤落砂系统所有设备必须启动完后,才能启动落砂机。 ⑥ 在落砂机没启动之前严禁加砂。
⑦落砂机和振动输送槽的偏心振动机构要及时注油,每15天注油一次,每三个月清洗更换新润滑脂。电机要半年对轴承更换润滑脂一次。
河北裕城伟业环保科技有限公司专注于催化燃烧设备,覆膜砂壳型浇铸生产线,脉冲布袋除尘器,树脂砂铸造生产线,消失模铸造设备,真空消失模砂处理生产线等
词条
词条说明
1.催化燃烧设备过程构成不同的排放场合和不同的工业废气,有不同的过程。无论采用哪种过程,都由以下过程单元组成。2.工业废气预处理:为了避免金属催化剂床的堵塞和中毒,进入床前务必对工业废气进行预处理,以去除工业废气中的灰尘、液滴和毒物。3.预热装置:预热装置包括工业废气预热装置和金属催化剂燃烧器预热装置。因为金属催化剂都有催化活性温度,所以金属催化剂燃烧被称为金属催化剂燃烧温度,务必使工业废气和床的
覆膜砂的制备1.覆膜砂组成一般由耐火材料、粘结剂、固化剂、润滑剂及特殊添加剂组成。(1)耐火材料是构成覆膜砂的主体。对耐火材料的要求是:耐火度高、挥发物少、颗粒较圆整、坚实等。一般选用**擦洗硅砂。对硅砂的要求是:SiO2含量高(铸铁及非铁合金铸件要求大于90%,铸钢件要求大于97%);含泥量不大于0.3%(为擦洗砂)--[水洗砂含泥量规定小于;粒度①分布在相邻3~5个筛号上;粒形圆整,角形因素应
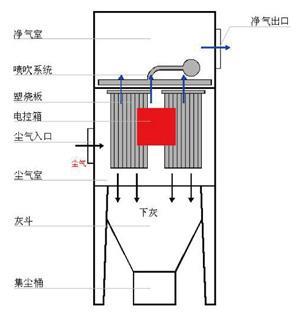
脉冲布袋除尘器具有哪些优点(1)脉冲布袋除尘器非常紧凑,并且其外观和尺寸可以变化。(2)脉冲布袋除尘器包括少量的可移动部件,由于这些可移动部件中的大多数都位于脉冲布袋除尘器的外部,因此非常便于维护和更换。(3)脉冲布袋除尘器的过滤器元件可以安装在清洁空气腔室中,也可以安装在集尘室中,可根据粉尘的状况,自由选择。(4)脉冲布袋除尘器采用将传统的滤袋和骨架组合成骨架一体型的褶式过滤元件来替代传统的滤袋
找全国铸件订单、球墨铸铁件、采购铸件、铸造厂接单、咨询铸造技术问题,就来铸件订单网生产操作首先检查水源、电源、气压是否正常。(电源三相380V,气源压力至少在0.6MP)1、落砂系统⑴、开机前准备①、认真检查每台振动电机固定螺栓是否松动;引出线绝缘是否损坏;台面及框架有无断裂;弹簧如断裂应及时更换;电机是否需要补充润滑脂;发现问题应及时处理或汇报有关人员。②检查振动输送机电机固定螺栓是否松动、引出
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北裕城伟业环保科技有限公司
联系人: 袁智伟
电 话:
手 机: 15833279588
微 信: 15833279588
地 址: 河北沧州泊头市凌屯村
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 青岛全程源机械有限公司
- 河北力扬水利机械有限公司
- 四川华通伟业机械设备制造有限公司
- 翔业(日照)环保设备有限公司
- 秦皇岛福格科技有限公司
- 瑞迪法尔机械(东营)有限公司
- 德州高易环保设备有限公司
- 苏州德坤液压科技有限公司
- 江阴巴孚能源设备科技有限公司
- 郑州华隆机械制造有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥388880.00



¥6000.00


¥24500.00

¥120000.00



¥888.00

¥90.00











