
摩擦焊与激光焊有什么区别?
- 时间:2022-02-25作者:永康市国海自动化设备有限公司浏览:523
炒货机/炒板栗机/炒栗子机/炒栗机 炒花生炒瓜子机
地址:安徽省阜阳市经济技术开发区科技中心208号
电话:
Q Q : 3
手机:
工号:13
联系人:付总
网站:
北京销售部:北京市海淀区西直门
电话:
Q
展示型炒货机,炒板栗机,糖炒板栗机
多功能自动炒货机\炒栗机\ 炒板栗机\ 炒栗子
产品简介
本产品根据国内外炒子加工自动化生产工艺结合我国的实际要求精心研制而成,适用于炒花生、粟、菜子等产品,本产品还可以用煤气加工。
主要技术参数:
电源/电压:220V
耗用功率:0.37KW
尺寸规格:750*600*930(MM)
产量:25斤/次
燃气加热型价格:2080元 批发另议
全电加热型价格:2380元 批发另议
--------------------------------------------------------------------------------
多功能炒货机集各种大中小型炒货机的优点为一体,可使用液化气或燃煤作为加热源,自动旋转、自动翻炒、自动出锅,整机采用进口不锈钢板加工成形,外观豪华气派,美观大方,清洁卫生,机器采用了先进的滚筒卧式结构,滚筒加热均匀,并有保温功能 , 工作时滚筒不停地旋转,使炒货食品上下、左右、前后、*立体翻炒,不会出现粘锅现象,炒制出的食品色泽金红亮丽,香气扑鼻。炒货出入锅十分方便,只需按动正反转开关,电机既带动滚筒反转,炒货和小石子会一同出锅,自动分离,迅速快捷,省事不费力,干净又卫生。是一种值得广大中小投资者关注的好设备,适合于炒货厂、商场、菜市场、超市居民区农村集市等固定经营,也可流动现炒。
致诚机械炒货机参数价格表
型号 加热方式 电压 加热功率 转动功率 外形尺寸mm 每次容量 普通型 豪华型
ZC-25型 燃气加热 220V 1.1kw 900 x 480 x 1070 12.5kg 1780元 2080元
电加热 380V 5kw 1.1kw 900 x 480 x 1070 12.5kg 1980元 2480元
ZC-50型 燃气加热 220V 1.5kw 1110 x 620 x 1180 25kg 2180元 2480元
电加热 380V 8kw 1.5kw 1110 x 620 x 1180 25kg 2480元 2680元
ZC-100型
(双电机) 燃气加热 220 3kw 1500 x 800 x 1560 50kg 4700元 5700元
电加热 380 14kw 3kw 1500 x 800 x 1560 50kg 4900元 5900元
注:其它型号可根据客户要求定做;
板栗机新型加热火排
永康市国海自动化设备有限公司专注于摩擦焊,连续驱动摩擦焊机,摩擦焊机,金属摩擦焊机,旋转摩擦焊机,金属摩擦焊设备等
词条
词条说明
搅拌摩擦焊(Friction Stir Welding,简称FSW)是英国焊接研究所(The Welding Institute)**焊接技术于1991年发明。除了普通摩擦焊接技术的优点外,搅拌摩擦焊还可以连接各种接头形式和不同的焊接位置。挪威已经建立了世界上**个可焊接厚度为3-15的搅拌摩擦焊商业设备mm、尺寸6×16的Al船板;1998
摩擦焊机的优点:1、焊接质量好;2、焊接成本低;3、焊接效率高;4、焊接稳定,不受操作人员影响;5、安全、环保、无污染。代表国内较高水平的摩擦焊机:1、国内一的400吨摩擦焊机,世界较大的双金属连续驱动摩擦焊机;2、国内一的500吨摩擦焊机,**较大的连续驱动摩擦焊机;3、国内一的成品活塞杆摩擦焊机;4、国内**台双头车桥摩擦焊机;5、国内一的高精度单头相位摩擦焊机(相位角偏差≤±0.2度
摩擦焊机快进、快退不能调得太快,防止发生危险,皮带张紧要适当,防护罩须锁紧。飞边切前量应由小到大,工进要适当。要及时处理,回火油不能装得太满,放、取料应小心。机床油桶应有良好接地保护,不许擅自拆修。摩擦焊机开机前,按设备润滑图表注油,检查油标油位或注油点。启动油泵电机,弹性夹头夹紧工件,调节液压系统压力、工作压力、夹紧压力,**锻压力,检查主轴箱润滑。在调整状态下,调节滑台、刀架移动速度和距离。检查
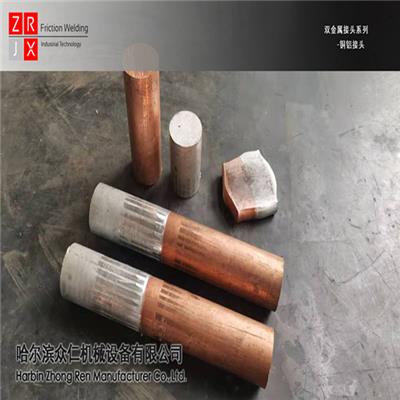
摩擦焊机介绍摩擦焊机:利用工件端面相互摩擦产生的热量使之达到塑性状态,然后**锻完成焊接的方法。因车削工件时切屑往往牢牢地粘在刀头上,轴与轴瓦之间润滑不良时也会产生局部焊合,摩擦焊就是从这些现象出发而发明的。摩擦焊可分为连续驱动摩擦焊和惯性摩擦焊两种。国内较大的是400吨摩擦焊机,能够焊接截面积高达36000mm的**大型工件。目前国内焊接精度较高的是成品活塞杆摩擦焊机,用于液压缸活塞杆镀铬后进行摩擦
联系方式 联系我时,请告知来自八方资源网!
公司名: 永康市国海自动化设备有限公司
联系人: 胡经理
电 话: 0579-87211096
手 机: 13967913621
微 信: 13967913621
地 址: 浙江金华永康市象珠工业区金鸡路58号
邮 编:
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞智谷光电科技有限公司
- 无锡智思汇焊接科技有限公司
- 苏州凯尔博精密机械有限公司
- 东莞智谷光电科技有限公司
- 东莞市增量机械设备有限公司
- 江苏锐成机械有限公司
- 东莞市横沥鑫源超声波机械经营部
- 必能信超声(上海)有限公司
- 东莞市必得信超声波有限公司
- 东莞市必得信超声波有限公司
- 商家产品系列
- 激光雕刻机
- 激光焊机
- 计量标准器具
- 计时器
- 加工中心
- 加料机
- 家电制造设备
- 家用机
- 监测仪器
- 角阀
- 脚踏阀
- 结晶设备
- 金融专用设备
- 金属切削机床
- 测量仪表
- 测试仪器
- 插件机
- 场上作业机械
- 超声波清洗机
- 超市购物车
- 车间设备
- 成形机床
- 冲床
- 冲击器
- 冲模零件
- 出入口机
- 储能机
- 传动件
- 刺绣机
- 促销台
- 产品推荐
- 资讯推荐


¥280000.00
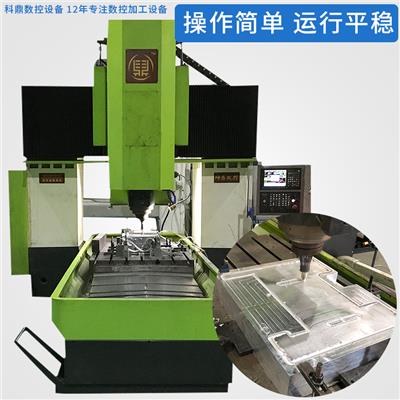
科鼎数控,台式铝摩擦焊接机,龙门式搅拌摩擦焊设备,摩擦焊接机
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00











