摩擦焊、激光焊、搅拌焊……各种焊接工艺大全
- 时间:2022-02-16作者:永康市国海自动化设备有限公司浏览:189
今天介绍几种先进的焊接工艺 ——
1.激光焊接
激光焊接:激光辐射加热待加工表面,表面热通过热传导向内扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率,熔化工件,形成特定的熔池。
▲焊接件点焊固定
▲连续激光焊接
激光焊接可通过连续或脉冲激光束实现。激光焊接的原理可分为热传导焊接和激光深熔焊接。功率密度小于10~10 W/cm为热传导焊,焊接速度慢,功率密度大于10~10 W/cm当金属表面受热时,它会凹陷"孔穴&#三、形成深熔焊,具有焊接速度快、深宽比大的特点。
激光焊接技术广泛应用于汽车、船舶、飞机、高铁等高精度制造领域,后来**家电行业进入精工时代。
2.激光复合焊接
激光复合焊接是激光束焊接与MIG目前较先进的焊接方法是将焊接技术结合起来,获得较佳的焊接效果,快速匹配焊缝。
激光复合焊具有速度快、热变形小、热影响面积小面积小,保证了焊缝的金属结构和机械性能。
激光复合焊接不仅适用于汽车薄板结构件的焊接,也适用于许多其他应用。例如,该技术应用于混凝土泵和移动起重机臂架的生产。这些过程需要加工高强度钢。由于需要其他辅助工艺(如预热),传统技术往往会增加成本。此外,该技术还可用于轨道车辆的制造和传统钢结构(如桥梁、油箱等)。
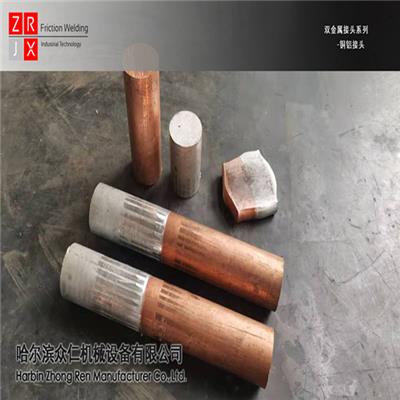
3.搅拌摩擦焊
搅拌摩擦焊是以摩擦热和塑性变形热作为焊接热源。搅拌摩擦焊接过程是将圆柱体或其他形状(如螺纹圆柱体)的搅拌针伸入工件的接缝处,通过焊头的高速旋转与焊接工件的材料摩擦,从而提高连接部件的材料温度。
在焊接过程中,工件应刚性固定在背垫上,焊头边缘高速旋转,边缘工件的接缝与工件相对移动。焊头的**部分延伸到材料内部进行摩擦和搅拌。焊头肩部与工件表面摩擦热,防止塑料材料溢出,去除表面氧化膜。
搅拌摩擦焊缝结束时,在终端留下勺孔。通常,勺孔可以切除或用其他焊接方法密封。
搅拌摩擦焊可实现金属、陶瓷、塑料等不同材料之间的焊接。搅拌摩擦焊质量高,不易产生缺陷,机械化、自动化、质量稳定、成本低、效率高。
4.电子束焊接
电子束焊是利用真空或非真空中加速和聚焦电子束轰击焊件产生的热能进行焊接的方法。
电子束焊接广泛应用于航空航天、原子能、*和**、汽车和电气电工仪器等行业,具有无焊条、不易氧化、工艺重复性好、热变形小的优点。
▲电子束焊接原理
工作原理:电子在加速电压的作用下,从电子枪的发射体(阴极)逃逸,电子加速到光速0.3~0.7倍,有一定的动能。然后通过电子枪中的静电镜头和电磁镜头,聚集成功率密度高的电子束流。这种电子束流冲击工件表面,电子动能转化为热能,使金属迅速熔化和蒸发。在高压金属蒸汽的作用下,工件表面迅速钻出一个小孔,也称为勺孔。随着电子束和工件的相对移动,液体金属沿孔流向熔池后部,冷却凝固形成焊缝。
▲电子束焊机
主要特点:电子束穿透能力强,功率密度高,焊缝深宽比大,可达50:1,大厚度材料一次成型,较大焊接厚度300mm。焊接可达性好,焊接速度快,一般为1m/min以上热影响区小,焊接变形小,焊接结构精度高。可调节电子束能量,焊接金属厚度可从薄到0.05mm到厚至300mm,其他焊接方法无法实现一次焊接成型。可采用电子束焊接的材料范围较大,特别适用于高质量要求的活性金属、难熔金属和工件的焊接。
5.超声金属焊接
超声波金属焊接是利用超声波频率的机械振动能连接同一金属或异常金属的一种特殊方法。超声波焊接时,金属既不向工件输送电流,也不向工件施加高温热源,但在静压下,框架振动能转化为摩擦、变形能和有限的温升。接头之间的冶金组合是一种固态焊接,不熔化母材。
它有效地克服了电阻焊接过程中产生的飞溅和氧化。超声金属焊接功能可单点焊接铜、银、铝、镍等有色金属的细丝或薄片材料,多点焊接和短条焊接。可广泛应用于可控硅导线、保险丝、电气导线、锂电池较、较耳焊接。
超声波金属焊接利用高频振动波传递到待焊接的金属表面,使两个金属表面在压力下相互摩擦,形成分子层之间的熔合。
超声波金属焊接具有速度快、节能、熔合强度高、导电性好、无火花、接近冷加工等优点;缺点是焊接金属部件不能太厚(一般小于或等于5mm)、焊点不能太大,需要加压。
永康市国海自动化设备有限公司专注于摩擦焊,连续驱动摩擦焊机,摩擦焊机,金属摩擦焊机,旋转摩擦焊机,金属摩擦焊设备等
词条
词条说明
01 激光焊接激光焊接:激光辐射加热待加工表面,表面热通过热传导向内扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率,熔化工件,形成特定的熔池。▲焊接件点焊固定▲连续激光焊接激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于10~10 W/cm为热传导焊,焊接速度慢,功率密度大于10~10 W/cm当金属表面受热时,它会凹陷"孔穴",形成深
摩擦焊的优点:1)在摩擦焊过程中,焊件表面的氧化膜与杂质被清除,因此接头致密,不易产生气孔、夹渣等缺陷,焊接质量好而且稳定。 锅炉蛇形管和汽车排气门摩擦焊的废品率,由原来闪光焊的 10%和 1.4%分别下降到 0.01% 。2)焊接生产率高。发动机排气门双头自动摩擦焊机的生产率可达到 800~1200 件/h。3)生产费用低,由于焊机功率小,焊接时间短,故可节省电能。摩擦焊与闪光焊比较,节省电能
振动焊接是摩擦焊接过程,其间被焊接的制件在压力下磨擦到一起直到生成的磨擦和剪切热量接触面达到充分熔融状态。当达到设定焊接深度时(由线性传感尺测量),相对运动停止,进入保压阶段焊缝冷却并固化。功能特点1.轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。2.高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑
1、控制箱、电源箱平时处于关闭状态;2.正确设置焊接电源功能开关; 3.将焊接管段吊装或移入焊机滚轮时,不得撞到焊机,应轻轻放在滚轮上; 4.焊机配套车辆的放置位置和高度合适,保证焊接工件处于水平位置;5.只有确认横臂锁紧机构处于开启状态,才能提升横臂;6.严禁通过横臂电机升降直接压缩焊接工件,压缩轮接触工件后手动压缩; 7.焊接工件应根据其管径放置在相应的滚轮组上; 8.焊机主要依靠摩擦力驱动被
联系方式 联系我时,请告知来自八方资源网!
公司名: 永康市国海自动化设备有限公司
联系人: 胡经理
电 话: 0579-87211096
手 机: 13967913621
微 信: 13967913621
地 址: 浙江金华永康市象珠工业区金鸡路58号
邮 编:
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞智谷光电科技有限公司
- 无锡智思汇焊接科技有限公司
- 苏州凯尔博精密机械有限公司
- 东莞智谷光电科技有限公司
- 东莞市增量机械设备有限公司
- 江苏锐成机械有限公司
- 东莞市横沥鑫源超声波机械经营部
- 必能信超声(上海)有限公司
- 东莞市必得信超声波有限公司
- 东莞市必得信超声波有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥280000.00
科鼎数控,台式铝摩擦焊接机,龙门式搅拌摩擦焊设备,摩擦焊接机
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00










