浅谈线性摩擦焊技术
- 时间:2022-02-09作者:永康市国海自动化设备有限公司浏览:293
线性摩擦焊接是一种焊接,将两个待焊件的表面接触一个**部的压力,使两个接触面以一定的频率和振幅直线往复运动产生摩擦热的焊接。它不同于旋转摩擦焊和搅拌摩擦焊。它适应材料的形状。它不仅可以焊接圆柱形截面和管道截面的工件,还可以焊接方形、圆形和多边形截面的金属和塑料。其基本过程如下:摩擦副中的一个工件由夹具固定,另一个工件相对直线往复运动。在轴向输送机构的推动下,两个带焊接表面相互接触和摩擦。随着摩擦运动和轴向推进,摩擦表面产生摩擦热,表面金属逐渐达到粘塑性状态,在轴向压力的作用下变形挤出,最后停止往复运动,施加**部锻造力,完成焊接。
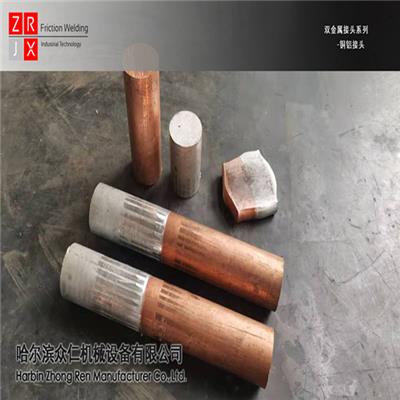
适合焊接的线性摩擦焊材料有:常规结构钢、不锈钢、钛合金(TC4、TC6、TC11、TC17)、高温合金材料、金属间化合物材料、金属基复合材料、单晶合金、塑料等非金属材料,焊接接头具有良好的综合力学性能,接头的强度、韧性、疲劳等性能相当于母材。
20世纪80年代末,德国成功地将线性摩擦焊用于制造航空发动机钛合金的整体叶盘。由于线性摩擦焊在整体叶盘制造领域的优势,近年来在航空发动机领域得到了较大的关注和快速发展。GE(),R&R(英)、P&W(美国惠特尼集团)MTU(德)已经研究和开发了各种类型的发动机整体叶盘。该焊接方法的优点是起始焊接头的强度和疲劳寿命可以达到甚至**过母材的强度和寿命;空心叶片的整体叶盘制造和结构减重;与整体锻坯和机械加工制造的整体叶盘相比,线性摩擦焊可节省88%的金属材料,大大降低工时;线性摩擦焊制成的整体叶盘具有良好的维护性;可实现双合金双性能整体叶盘的焊接,进一步提高整体叶盘的使用性能,再次减轻转子重量。
目前,航空发展的主要材料是各种航空钛合金。采用行星摩擦焊时,工艺处理不当也会出现焊接缺陷,主要包括:焊缝边缘和角未熔化,主要原因是摩擦表面摩擦热不均匀,散热条件不同。当没有熔化缺陷时,缺陷附近经常有渣夹,这是由于氧化物在摩擦过程中没有完全挤出造成的。预防措施包括:首先设计合理的焊接截面,尽量增加过渡区的曲率半径,使截面变化温和;其次,优化焊接工艺参数,合理匹配振幅、频率、摩擦压力等工艺参数。
此外,还可能出现焊接裂纹,一般发生在室温塑性较低的钛铝金属间化合物和普通钛合金之间的焊接中,塑性良好的钛合金线性摩擦焊一般不会出现焊接裂纹。线性摩擦焊产生于摩擦段和冷却段,不同于焊接焊接,接头区域具有较大的摩擦、**锻压力和剪切力,摩擦表面附近的材料在摩擦热和力的作用下发生塑性变形,跃进摩擦表面,材料温度越高,塑性变形能力越强,塑性变形能力越大。由于线性摩擦焊是摩擦表面振动相对较快、塑性金属挤出较快的过程,当接头区域的塑性变形能力不能满足该变形要求时,焊接裂纹,接头经常断裂或断裂。在冷却阶段,如果材料塑性不足,在热应力作用下也容易出现裂纹,接头在严重时自动断裂。目前,该技术已基本掌握,并逐渐广泛应用于航空等领域。
永康市国海自动化设备有限公司专注于摩擦焊,连续驱动摩擦焊机,摩擦焊机,金属摩擦焊机,旋转摩擦焊机,金属摩擦焊设备等
词条
词条说明
超声波金属点焊机是一种新型设备,利用超声波高频振动摩擦原理,将超声波振动的能量转化为摩擦能量,传递到需要焊接的金属表面当摩擦产生热量并施加压力时,金属结构分子被充分激活,形成分子层之间的熔合。超声波金属点焊机焊机工艺:铝带与铝盖焊接;镍带与铜箔焊接(多点);铝带与铝箔焊接(条形);铝带与铝箔焊接(多点);镍带与铝箔焊接;镍带与铜箔;镍带与铜箔多层;铝带与铝箔多层;铝壳与铝镍复合带焊接;镍带与铜箔多
焊机的性能: 摩擦焊机主要用于小型轴类零件的焊接,可焊金属范围广,特别适合焊接异种金属。通常可比较容易达到与母材强度相同的接头。焊机的优势: 本机为液压传动半自动连续驱动焊机,具有性能稳定、生产效率高,能耗小等特点。焊机的适用领域: 适合各种毛坯、铜-铝过渡接头、双金属轴承、气门、球头销、万向
摩擦焊机快进、快退不能调得太快,防止发生危险,皮带张紧要适当,防护罩须锁紧。飞边切前量应由小到大,工进要适当。要及时处理,回火油不能装得太满,放、取料应小心。机床油桶应有良好接地保护,不许擅自拆修。摩擦焊机利用工件端面相互摩擦产生的热量使之达到塑性状态,然后**锻完成焊接的方法。因车削工件时切屑往往牢牢地粘在刀头上,轴与轴瓦之间润滑不良时也会产生局部焊合,摩擦焊就是从这些现象出发而发明的。摩擦焊可分
01 激光焊接激光焊接:激光辐射加热待加工表面,表面热通过热传导向内扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率,熔化工件,形成特定的熔池。▲焊接件点焊固定▲连续激光焊接激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于10~10 W/cm为热传导焊,焊接速度慢,功率密度大于10~10 W/cm当金属表面受热时,它会凹陷"孔穴",形成深
联系方式 联系我时,请告知来自八方资源网!
公司名: 永康市国海自动化设备有限公司
联系人: 胡经理
电 话: 0579-87211096
手 机: 13967913621
微 信: 13967913621
地 址: 浙江金华永康市象珠工业区金鸡路58号
邮 编:
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞智谷光电科技有限公司
- 无锡智思汇焊接科技有限公司
- 苏州凯尔博精密机械有限公司
- 东莞智谷光电科技有限公司
- 东莞市增量机械设备有限公司
- 江苏锐成机械有限公司
- 东莞市横沥鑫源超声波机械经营部
- 必能信超声(上海)有限公司
- 东莞市必得信超声波有限公司
- 东莞市必得信超声波有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥280000.00
科鼎数控,台式铝摩擦焊接机,龙门式搅拌摩擦焊设备,摩擦焊接机
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00










