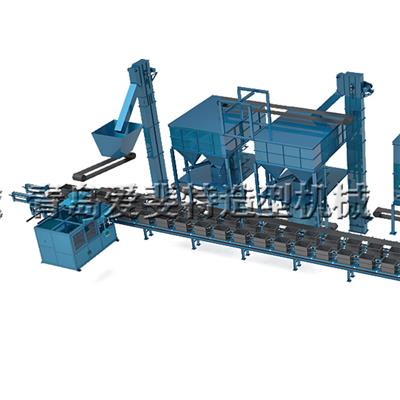
静压线铸造工艺 自动铸造生产线
- 时间:2022-05-11作者:青岛爱斐特造型机械有限公司浏览:156
铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。
铸造生产是一个诸多工序集成的复杂过程,包括金属熔炼、砂型配置和处理、造型制芯、合型浇注、落砂清理和旧砂回用等。人们往往把铸件的生产过程称为铸造工艺过程。
铸造工艺有很多,比如:粘土砂,合脂砂,油砂,呋喃树脂砂,水玻璃砂等。其中粘土砂工艺是铸造业中应用较为广泛的一种,传统的粘土砂铸造工艺人工耗费大,铸件精度低,制作效率低,为了改变这种局势,慢慢出现了机械化铸造代替人工,静压造型生产线就是一种,根据传统工艺实现了铸件造型的压实、合箱、浇冒口、钻气眼、浇注、分箱、落砂等工序。
青岛爱斐特造型机械有限公司专注于全自动静压造型生产线,自动造型线,自动化铸造线等
词条
词条说明
垂直无箱射压造型机的造型过程造型室由造型框及压实板、反压板组成,压实板、反压板上均装有模样,关闭造型室后,先由上面射砂机构向造型室射砂,再由压实板、反压板对型腔内的型砂进行紧实;然后,反压板退出造型室并向上翻起,让出砂型通道;接着,压实板将造好的砂型从造型室3中推出,并与**砂型合型,同时将整个砂型列向前推进一个个砂型的厚度;接着压实板退回,反压板放下并封闭造型室,造型机进入另一个造型循环。垂直无
静压造型和气冲造型(特别是对气冲+压实的气冲造型机)在造型机的结构和工艺过程上有许多相似的地方,但有许多差别,主要表现为:1. 砂型达到较紧实的方法不同 不论气冲造型机怎么改进,砂型获得较终紧实度的关键仍是在于气流冲击,而静压造型机砂型获得较终紧实度的关键则是压实,气流冲击只是起到预紧实的作用。2. 气流冲击时冲击阀开启时间和气流升压速度不同 气冲造型工艺的要求冲击
铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。铸造生产是一个诸多工序集成的复杂过程,包括金属熔炼、砂型配置和处理、造型制芯、合型浇注、落砂清理和旧砂回用等。人们往往把铸件的生产过程称为铸造工艺过程。铸造工艺有很多,比如:粘土砂,合脂砂,油砂,呋喃树脂砂,水玻璃砂等。其中粘土砂工艺是铸造业
静压造型机和气冲造型机相比有如下特点:1.加砂装置和压实装置合为一个整体,结构紧凑简单,不需要地坑。2.可根据模样形状于加砂前预置各射头的空间位置,使砂型紧实度均匀。3.加砂时,型砂被砂斗内壁密集小孔冲出的压缩空气流动化,流动性大大提高,型砂填充性好。4.静压造型采用气流预紧实方式可以在很大程度上减轻气冲实砂过程中的漏斗堵塞现象。同时,由于采用排气塞排气,预紧实时压缩空气向着模板上的排气塞方向流动
联系方式 联系我时,请告知来自八方资源网!
公司名: 青岛爱斐特造型机械有限公司
联系人: 王美丽
电 话:
手 机: 18661938828
微 信: 18661938828
地 址: 山东青岛黄岛区山东青岛黄岛区海西路南端峡沟村
邮 编:
网 址: qdaifeite.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 青岛爱斐特造型机械有限公司
联系人: 王美丽
手 机: 18661938828
电 话:
地 址: 山东青岛黄岛区山东青岛黄岛区海西路南端峡沟村
邮 编:
网 址: qdaifeite.b2b168.com
- 相关企业
- 北京睿翼创欣国际会展有限公司
- 巩义市东聚冶金设备有限公司
- 欧蓝环保科技(无锡)有限公司
- 湖州华亨机械有限公司
- 深圳市通利达自动化设备有限公司
- 盐城承佑加热科技有限公司
- 山东喜鹊包装机械有限公司
- 武汉周笃机械制造有限公司
- 河北雅格隆科技有限公司
- 沃尔福(上海)实业有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐








¥1000.00


¥9900.00


¥6550.00











