摩擦焊焊接工艺介绍
- 时间:2022-10-31作者:永康市国海自动化设备有限公司浏览:169
摩擦焊焊接工艺介绍
工艺特点
1) 焊接施工时间短,生产效率高。例如发动机排气门双头自动摩擦焊机的生产率可达800~1200件/h。对于外Φ127mm、内径Φ95mm的石油钻杆与接头的焊接,连续驱动摩擦焊仅需要十几秒钟。
2)因焊接热循环引起的焊接变形小,焊后尺寸精度高,不用焊后校形和消除应力。用摩擦焊生产的柴油发动机预燃烧室,全长误差为
±0.1mm;**焊机可保证焊后的长度公差为±0.2mm,偏心度为0.2mm。
3)机械化、自动化程度高,焊接质量稳定。当给定焊接条件后,操作简单,不需要特殊的焊接技术人员。
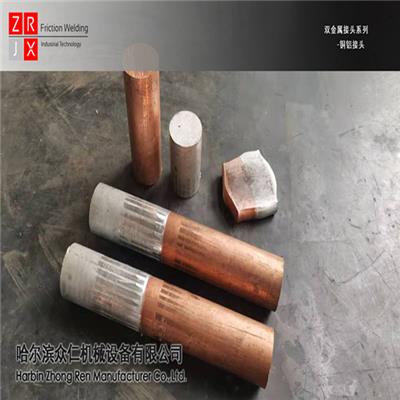
4)适合各类异种材料的焊接,对常规熔化下不能焊接的铝-钢、铝-铜、钛-铜、金属间化合物-钢等都可以进行焊接。
5)可以实现同直径、不同直径的棒材和管材的焊接。
6)焊接时不产生烟雾、弧光以及有害气体等,不污染环境。同时,与闪光焊相比,电能节约5~10倍。但是,摩擦焊也具有如下缺点与局限性。
1)对非圆形截面焊接较困难,所需设备复杂;对盘状薄零件和薄壁管件,由于不易夹固,施焊也比较困。
2)对形状及组装位置已经确定的构件,很难实现摩擦焊接。
3)接头容易产生飞边,必须焊后进行机械加工。
4)夹紧部位容易产生划伤或夹持痕迹。
接头形式设计
连续驱动摩擦焊可以实现棒材-棒材、管材-管材、棒材-管材、棒材-板材及管材-板材的可靠连接。接合面形状对获得高质量的接头非常重要,图12给出了常用的接头形式。图12a的接头形式具有相同形状的接合面,如果是同种材料,两者的产热及散热均相同,温度场对称,可以获得较宽的焊接参数和得到可靠性高的接头。如果是异种材料连接,因材料的物理性能不同,产热及散热不一样,温度场不对称,需要在寻找合适的焊接参数和质量上下功夫。在实际生产中类似图12b的接头形式较多,两个待焊件的直径不同,此时需将直径大的材料进行焊前加工出凸台,使接合部位的形状相同。为了节省焊前加工的生产成本,可以采用图12c的接头形式直接进行焊接,但应保持使大直径的接合面不产生倾斜;同时,要增大摩擦压力,必须在短时间内停止相对运动,要求设备要有好的刚性。薄板和棒材的摩擦焊接头形式如图12d所示,对设备的同心度要求高。如果是异种材料连接,高温强度好的母材应采用较小的直径。12e是具有一定斜度的接头形式,主要用于机械设备中 齿轮的摩擦焊。3-12f的接头允许一定量的飞边存在,主要用于柴油机燃烧室喷嘴、推土机下部动轮的制造。
连续驱动摩擦焊接头形式在设计时主要遵循以下原则:
1)在旋转式摩擦焊的两个工件中,至少要有一个工件具有回转断面。
2)焊接工件应具有较大的刚度,夹紧方便、牢固,要尽量避免采用薄管和薄板接头。
3)同种材料的两个焊件断面尺寸应尽量相同,以保证焊接温度分布均匀和变形层厚度相同。
4)一般倾斜接头应与中心线成30°~45°的斜面。
5)对 锻压温度或热导率相差较大的异种材料焊接时,为了使两个零件的**锻相对平衡,应调整界面的相对尺寸;为了防止高温下强度低的工件端面金属产生过多的变形流失,需要采用模子封闭接头金属。
6)为了增大焊缝面积,可以把焊缝设计成搭接或维形接头。
7)焊接大断面接头时,为了降低加热功率峰值,可以采用将焊接端面倒角的方法,使摩擦面积逐渐增大。
8)对于棒-棒和棒-板接头,当中心部位材料被挤出形成飞边时要消耗更多的能量,而焊缝中心部位对扭矩和弯曲应力的承担又很少,所以,如果工件条件允许,可将一个或两个零件加工成具有中心孔洞,这样,既可用较小功率的焊机,又可提高生产率。
9)待焊表面应避免渗氮、渗碳等。
10)设计接头形式的同时,还应注意工件的长度、直径公差、焊接端面的垂直度、不平度和表面粗糙度。
上述就是小编为你介绍的关于摩擦焊焊接工艺介绍的内容,对此你还有什么不了解的,欢迎前来咨询我们网站,我们会有技术人员为你讲解。
永康市国海自动化设备有限公司专注于摩擦焊,连续驱动摩擦焊机,摩擦焊机,金属摩擦焊机,旋转摩擦焊机,金属摩擦焊设备等
词条
词条说明
摩擦焊是一种压焊方法,利用工件接触端面相对旋转运动中相互摩擦产生的热量,使端部达到热塑性状态,然后快速**锻,完成焊接。摩擦焊示意图摩擦焊的优点:1)摩擦焊接过程中,去除焊件表面的氧化膜和杂质,接头致密,不易产生气孔、夹渣等缺陷,焊接质量好且稳定。锅炉蛇管与汽车排气门摩擦焊的废品率由原闪光焊的 10%和 1组成.4%分别降至 0.01% 。2)焊接生产率高。发动机排气门双头自动摩擦焊机的生产率可达8
大多数管道自动焊机由伺服电机驱动。目前,管道自动焊机中使用的电机驱动器可分为 4 类:1. 步进电机驱动 它使用步进电机,特别是细分步进电机作为驱动源。由于这种系统通常由开环控制,它主要用于低烘焙的经济工业机器 9S 人。2、DC伺服电机系统 由于位置、速度、加速度 3 闭环控制,采用DC伺服电机系统。精度高,变速范围大,动态性能好。因此,它是目前管道自动焊机的主要驱动模式。3、 交流电机伺服系统
旋转摩擦色牢度测试仪型号:MK-116S设备简介:旋转摩擦色牢度测试仪用于测试口罩织物、防护服织物和印花织物的干湿摩擦色牢度。mm直径摩擦头。旋转摩擦色牢度测试仪与AATCC 116等标准。技术参数:1.样品承受重量:1143g2.摩擦头直径:16±0.1mm3.手柄旋转次数:20圈4.机器尺寸:约250×130×220mm5、设备重量:约7.5kg6.标准配置:旋转摩擦色牢度测试仪×50mm摩擦
摩擦焊机快进、快退不能调得太快,防止发生危险,皮带张紧要适当,防护罩须锁紧。飞边切前量应由小到大,工进要适当。要及时处理,回火油不能装得太满,放、取料应小心。机床油桶应有良好接地保护,不许擅自拆修。摩擦焊机利用工件端面相互摩擦产生的热量使之达到塑性状态,然后**锻完成焊接的方法。因车削工件时切屑往往牢牢地粘在刀头上,轴与轴瓦之间润滑不良时也会产生局部焊合,摩擦焊就是从这些现象出发而发明的。摩擦焊可分
联系方式 联系我时,请告知来自八方资源网!
公司名: 永康市国海自动化设备有限公司
联系人: 胡经理
电 话: 0579-87211096
手 机: 13967913621
微 信: 13967913621
地 址: 浙江金华永康市象珠工业区金鸡路58号
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞智谷光电科技有限公司
- 无锡智思汇焊接科技有限公司
- 苏州凯尔博精密机械有限公司
- 东莞智谷光电科技有限公司
- 东莞市增量机械设备有限公司
- 江苏锐成机械有限公司
- 东莞市横沥鑫源超声波机械经营部
- 必能信超声(上海)有限公司
- 东莞市必得信超声波有限公司
- 东莞市必得信超声波有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥280000.00
科鼎数控,台式铝摩擦焊接机,龙门式搅拌摩擦焊设备,摩擦焊接机
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00










