刮板机链轮86S01010101链轮轴组生产张家口煤机设备
- 时间:2024-12-30作者:洛阳顺祥机械有限公司浏览:46
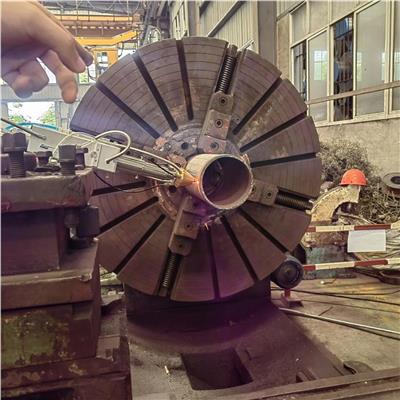
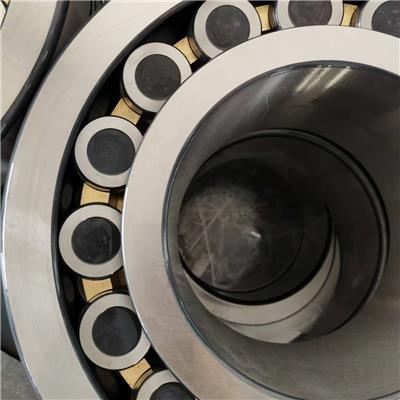
刮板机链轮轴组装在机头传动部的机头架 机尾架上 主要有端盖轴承座 链轮体 轴
浮封环组件 滚动轴承和滚筒等组成 链轮为合金钢锻造的七齿链轮 由加工中心加工成型 齿面淬火处理 链轮组件运行6个月后 调转180°后安装 以便使链轮齿的两侧面均匀磨损
综采链轮,链轮轴组采用42CrMo或者45CrMnMo材质锻打加工而成,适用于综采刮板输送机,链轮要求锻件表面不得有裂纹、夹层、褶皱、锻伤、夹渣、结疤等缺陷,链轮齿面淬火硬度HRC50-55,淬硬层深度10mm。 该链轮体是综采链轮组件的一部分,位于综采刮板输送机的传动部部分,具有耐磨耐腐蚀等优点,通过输送机的链条、刮板等连接,然后不断运转达到运输煤炭等物料的目的。
【产品详情】
链轮轴组也叫链轮组件,适用于煤矿井下用刮板输送机、顺槽用刮板转载机链轮轴组按使用位置可以分为:机头链轮轴组、机尾链轮轴组
链轮轴组按配套主机厂可以分为:张家口煤机链轮轴组、山东链轮轴组
、西北奔牛链轮轴组、山西煤机厂链轮轴组、郑煤机链轮轴组、淮南长壁链轮轴组、林州重机链轮轴组、三一重工链轮轴组等
链轮轴组按适用机型可以分为:630、730、764、800、830、900、1000、1200、1250、1400等型号
洛阳顺祥机械有限公司专注于刮板输送机,链轮轴组,中部槽等
词条
词条说明
链轮体分类】刮板机机头链轮又称为驱动链轮,机尾链轮称为被动轮,配合矿用圆环链使用。刮板链由链轮驱动运行,运转中链轮组件除受静载荷外,还受脉动、冲击载荷等,所以是易损件。故链轮均为 钢材制造。【链轮组件】链轮组件是综采刮板机机头部分的重要组成部分,在煤炭开采中,链轮通过减速机带动,链条带动刮板在中部槽中运行,从而达到运输煤炭等物料的目的。品质:视产品质量如生命。我公司产品严格按照
我厂(洛阳远见矿山设备有限公司)是链轮组件厂家,坚持按加工流程进行生产,使得产品质量良好,随着煤矿事业的发展有些刮板机设备配件在规格上也有所改动,例如:65SSZ010101链轮组件,86SE010链轮组件;102S01160101链轮组件;7204LL链轮组等如没有图纸,可由工作人员进行实地测量,绘图,审核,加工等,及时有效的给客户提供帮助;保证了产品质量的较优化,得到客户的**对于链轮轴组来说
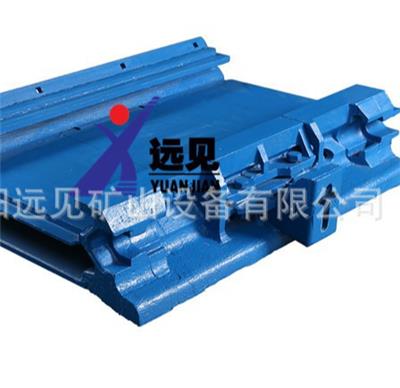
综采刮板输送机主要用于煤矿薄煤层或较薄煤层、中厚或厚煤层和缓倾斜煤层炮采、普采、综采综放等工作面输送煤炭,也可用于掘进巷道运输和顺槽运输,配套采煤机时,刮板输送机中部槽也是采煤机的行走轨道 按生产主机厂家可以分为:张家口煤机刮板输送机、山东刮板输送机、西北奔牛刮板输送机、山西煤机厂刮板输送机、郑煤机刮板输送机、林州重机刮板输送机、三一重工刮板输送机等链轮组件装在机
拨链器的作用是:防止链环卡在链轮沟槽内不能在正常分离点脱开,并及时夹在链轮槽内的杂物,保证链轮和刮板链的正常啮合。当上下两受力磨损部位磨损后,可利用堆焊方式修阻链器用来在紧链过程中卡阻输送机上的刮板链。当需要更换拨链器时,拆卸舌板,即可更换,具有不需拆卸链轮的优点拔链器是位于刮板机机头部分的一个部件,也叫分链器、拨叉,适用于煤矿井下用山西煤机厂系列刮板输送机机头传动部当需要换拨链器时,拆卸舌板(护
联系方式 联系我时,请告知来自八方资源网!
公司名: 洛阳顺祥机械有限公司
联系人: 王亚涛
电 话: 0379-69927723
手 机: 13183060776
微 信: 13183060776
地 址: 河南洛阳伊川县朱村
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 山东仕图机电设备有限公司
- 安徽鑫泽矿山机械设备制造有限公司
- 河南鹏发机械设备有限公司
- 河南展鲲机械有限公司
- 河南展鲲机械有限公司
- 洛阳远见智能装备有限公司
- 济宁市博信机电设备有限公司
- 山东忻达矿山机械设备有限公司
- 山西戴德测控技术股份有限公司
- 泰安伟诚电子有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐
LJ-RF-6000W 曲靖液压杆激光熔覆设备立匠激光 增材
¥100000.00

¥9200.00



¥800.00


洛阳远见7S008-08 1.75 米电缆槽价格图号齐全来样定做
¥2000.00


矿用掘进机自移机尾 DY1000/2700带式输送机用皮带机尾 紧凑合理
¥248600.00











