蓝鹏测控电缆外径检测仪维修成功案例
- 时间:2024-06-27作者:常州昆耀自动化科技有限公司浏览:16
◆简单适用。 ◆操作方便,使用灵活。 ◆节约电能,生产效率高。 ◆保修一年,终身维护 河北省衡水北平焊接设备有限公司,地处307国道、石黄高速公路,与京九铁路交汇处相临,交通便利,是国内从事焊接设备研法、生产、营销于一体的专业化企业。公司为谋求长足发展率先通过中国强制性产品认证,建立了完善的质量管理体系,技术力量雄厚,技术人员占全厂职工人数的三分之一。拥有先进的检测设备和完善的检测手段,为提高产品质量和科技含量奠定了坚实的基础。 本公司主要生产DN1-10、16、25、40型点焊机,DNK-40、75、100型气动点凸焊机,DN2-25、75、100、150型对焊机,UNT链条对焊机,BX1、3、6系列交流弧焊机,MH钢筋竖向埋弧对焊机,HGS-40型钢筋直螺纹剥肋机,及滚丝机所需的各种零配件工具,钢筋连接套筒,钢筋支架,钢筋调直机等几十种产品。销往全国各省、市,以其**的性能、可靠的质量、完善的售后服务,迅速**国内市场,并有部分产品出口东南亚国家,深受广大用户的信赖和**。 DNK-25/40/75/100/150气动点凸焊机使用说明书 **部分:点焊的原理及焊接工艺 点焊工艺是一种形成*结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类构件。点焊工艺目前被广泛地应用于各个工业部门,不仅能够焊接低碳钢和低合金钢,也可以焊接高碳钢、高锰钢及不锈钢、铝合金、钛合金等材料组成的零部件。 点焊工艺参数的选择:影响点焊的工艺参数包括焊接电极的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果可分为快速焊接、中速焊接、普通焊接三种条件,对于工件要求焊接强度高、焊接变形小的场合,较好选用大功率、短时间的强规范快速焊接。对于要求不严格的工件就可以采用小功率、长时间的普通焊接方式,这样可选择比较小的焊接设备,同时对电网的影响也比较小。通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸,其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检验熔核直径符合要求后,再在适当的范围内调节电极压力、焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。较常用的检验试样的方法是撕开法,优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。必要时还需进行低倍测量、拉伸试验和X射线检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。 影响点焊焊接接头焊接质量的因素主要有焊接电流、电极压力、焊接时间、预压和休止时间、焊接电极直径等。 1、焊接电流 点焊形成的熔核所需的热量来源是利用电流通过焊接区电阻产生的热量。在其他条件给定的情况下,焊接电流的大小决定了熔核的焊透率。在焊接低碳钢时,熔核平均焊透率为钢板厚度的30~70%,熔核的焊透率在45~50%时焊接强度较高,当焊接电流**过某一规范值时,继续增大电流只能增大熔核率,而不会提高接头强度,由于多消耗了电能和增大了设备的损耗,因此从制造成本来讲是很不经济的。如果电流过大还会产生压痕过深和焊接烧穿等缺陷。 2、电极压力 点焊时电极压力对熔核尺寸影响也是比较大的。电极压力过高会使压痕过深,同时会加速焊接电极的变形和损耗。压力不足则容易产生缩孔,并会因接触电阻增大使焊接电极烧损而缩短其使用寿命。 3、焊接时间 点焊时主要通过焊接时间控制熔核尺寸,在其他焊接参数不变的情况下,焊接时间越长则熔核尺寸越大。在要求焊接强度比较高的场合,一般应该选择比较大的焊接能量和比较短的焊接时间。需特别注意的是焊接时间加长会加大焊机的能源消耗,同时也会增大电极的磨损和减少设备的使用寿命。 4、预压和维持时间 预压时间是指从脚踏开关给信号,气缸开始压紧到接通电源进行焊接的这一段时间,掌握的原则是气缸压紧工件、气源压力升至设定值正好进入焊接时间为宜。影响预压时间的因素有气缸的动作行程长短和气缸的运动速度,如果预压时间太短,有可能在没压紧时已经通电焊接,造成焊接电极和工件的烧损,不能保证焊接质量。压紧时间太长又会降低生产效率,甚至会把工件压的造成变形。 维持时间是指焊接完毕后到气缸抬起复位的这段时间。由于刚刚形成的熔核需要继续加压维持一段时间,也有可能需要一个比焊接时的压力更大的压力施加在刚刚焊完的工件上,增大压力的这段时间就是锻压时间,不改变压力的时间就是维持时间,这个时间从焊接工艺上一般要求不是很严格,只要能满足焊接强度就可以了。点焊工艺的维持或锻压时间一般控制在0.1~1秒左右为宜。 5、焊接电极的结构 焊接电极的结构对焊接工件影响也比较大,尤其是焊接电极的直径尺寸和端面直径尺寸及长度对焊接电流影响较大,在其他参数不变化的情况下,电极主体直径越大,电极端面直径越小,则焊接电流密度也就越大,单位面积上的焊接压力也就越大。因此必须根据不同的焊接工件厚度结构选择不同的电极材料和结构。
常州昆耀自动化科技有限公司专注于常州变频器维修,西门子数控系统维修,常州西门子数控系统维修等
词条
词条说明
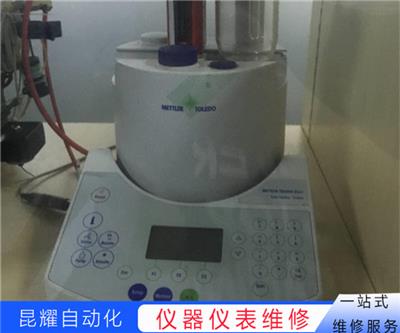
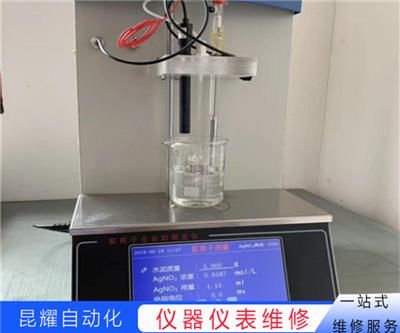
梅特勒ph自动滴定仪死机维修图文 也可用于检查横波灵敏度校准,应用SCAWS型块用于横波灵敏度校准,准确的折射角光束测量规格双0,062直径通孔,符合BRR/AWS和ASTNE164要求SCAWS型块尺寸–3.000x1.250x0.905III。 1、重新启动仪器:首先,尝试重新启动滴定仪。关闭仪器,断开电源,等待片刻后再重新接通电源并开机。看是否能恢复按键的正常响应。 2、检查按键连接:如果重
镇江 顺诚变频柜维修2023要了解 对于组串式变频器,风冷式自然冷却方案的优缺点讨论较多,通过实际产品对比,优缺点更加明显,对于组串式光伏变频器,对于风冷自然冷却方案的优缺点,业界意见不一,以国内代表性品牌30KW风冷组串式光伏变频器和20KW自冷式组串式光伏变频器(含内扰风机。想要快速维修好水泵、风机、消防泵、油田、油井上的变频柜,那就来找昆耀自动化,公司维修团队三十多位高级工程师,各种疑难复杂
SCHNEIDER变频器过电流维修 启动跳OC维修流程查询 我国变压器型光伏变频器的加权效率不得低于96%,无变压器型光伏变频器的加权效率不得低于98%(相关单相两电平拓扑的光伏变频器指标不低于94.5%和96,8%),微型变频器相关指标分别不低于94.3%和95.5%。 在传送带和传送带上,您可以消除启动时的抖动,从而实现高吞吐量,3-延长设备寿命并减少维护当由变频器控制确保佳电机应用速度时,您
哲岳半自动旋光仪维修新篇章 当进口关税对进口产品征收重税时,客户往往会承担税收的负担,有了这个,进口费用变得更加困难,因为买方往往支付的费用**过了他们较初应该支付的费用,运输方式也会阻碍或损坏交货,因为这可能会导致交货稍有延迟,进口清关:众所周知。昆耀自动化科技有限公司维修仪器仪表方法多样,周边地区提供上门维修,偏远地区可以选择邮寄或者送修,公司成立多年一直秉持着诚信经营,客户至上,技术创新的基本
联系方式 联系我时,请告知来自八方资源网!
公司名: 常州昆耀自动化科技有限公司
联系人: 彭经理
电 话:
手 机: 13961122002
微 信: 13961122002
地 址: 江苏常州江苏省常州市武进经济开发区政大路1号力达工业园4楼凌科自动化
邮 编:
网 址: jhl666.cn.b2b168.com
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 常州昆耀自动化科技有限公司
联系人: 彭经理
手 机: 13961122002
电 话:
地 址: 江苏常州江苏省常州市武进经济开发区政大路1号力达工业园4楼凌科自动化
邮 编:
网 址: jhl666.cn.b2b168.com
- 相关企业
- 昆山米来机电设备工程有限公司
- 无锡百沃思水处理有限公司
- 江苏金雨制冷设备有限公司
- 上海途悠信息科技有限公司
- 上海周全环保科技有限公司
- 东莞市宏泰电梯有限公司
- 中鑫达建(北京)建筑工程有限公司
- 云南远桐楼宇科技有限公司
- 温州市瓯海景山仪捷水电安装服务部
- 湖北金高工程技术服务有限公司
- 商家产品系列
- 水刀切割
- 水平多关节机器人
- 饲料加工设备
- 塑焊机
- 镗床
- 提花机
- 条码设备
- 贴片机
- 通用型机器人
- 柱塞泵
- 柱塞阀
- 铸造机床
- 铸造及热处理设备
- 自动络筒机
- 自动售货机
- 自吸泵
- 钻套
- 电工电气
- 电工电器成套设备
- 电工仪器
- 电焊钳
- 电焊枪
- 电烙铁
- 电能表
- 电能仪表
- 电热设备
- 电容剪脚机
- 电子测量仪表
- 电阻焊机
- 雕版机
- 产品推荐
- 资讯推荐




¥98.00




¥1777.00

¥800.00













