冲压件加工中模具爆裂的原因?
- 时间:2023-02-13作者:乐清市奥克伦塑胶制品厂浏览:775
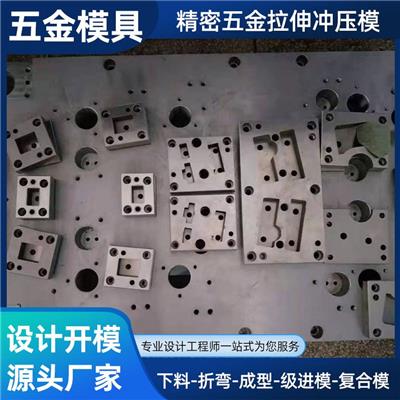
在冲压件加工中,如果模具使用不当,会发生爆裂的现象,由于冲压工序不同、工作条件不同,造成冲压件模具爆裂的原因是多方面的,
1、冲压件模具的材质不好,在后续加工中容易发生碎裂;不同材质的模具寿命往往不同;
2、热处理工艺:淬火、回火工艺不当产生变形;
3、冲压件模具研磨平面度不够,产生挠曲变形;
4、模具的强度不够,刀口间距太近,模具的结构不合理、模板块数不够无垫板垫脚、模具导向不准、间隙不合理等都会导致模具的爆裂;
5、冲床设备的选用不当;冲床吨位、冲裁力不够、调模下得太深;
6、线割工艺;人为的拉线线割,线割间隙处理不对,没做清角以及线割的变质层影响等;
7、冲压件原材料的厚度公差较大、材料性能波动、表面质量差等,都会造成模具工作零件磨损加剧、容易崩刃等不良后果;
所以我们在日常冲压件加工中,要正确的合理的使用和维护冲压模具,加强模具标准化工作,提高模具的使用寿命;
乐清市奥克伦塑胶制品厂专注于固态继电器外壳.固态继电器五金结构件.及接插件.护套.端子 塑胶模具、冲压件模具等, 欢迎致电 13757790268
词条
词条说明
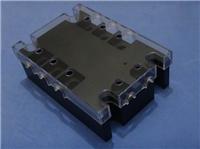
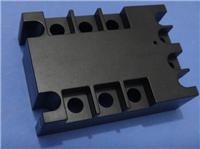
塑胶模具英文:sino plastic mould塑胶模具主要用途:压塑、挤塑、注射、吹塑塑胶模具结:凹模组合基板塑胶模具特点:可加工不同形状塑件塑胶模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式模具的简称。模具凸、凹模及辅助成型系统的协调变化,可以加工出不同形状、不同尺寸的一系列塑件。塑胶模具是工业之母,现在新产品的发布都会涉及到塑料。主要包括由凹模组合基板、凹模组件和凹模组合卡板组成
在冲压件加工中,如果模具使用不当,会发生爆裂的现象,由于冲压工序不同、工作条件不同,造成冲压件模具爆裂的原因是多方面的,1、冲压件模具的材质不好,在后续加工中容易发生碎裂;不同材质的模具寿命往往不同;2、热处理工艺:淬火、回火工艺不当产生变形;3、冲压件模具研磨平面度不够,产生挠曲变形;4、模具的强度不够,刀口间距太近,模具的结构不合理、模板块数不够无垫板垫脚、模具导向不准、间隙不合理等都会导致模
塑胶模具一般分注塑/挤塑/压塑/吹塑几种类型但是实际上大家讨论的比较多一般都是指注塑模具,越小克重的注塑模具也难做。塑胶模具对于材料模具材料要求的比较都性能主要有:1,抛光性:比如车灯模具,光学镜头模具都要求要很高的抛光性2,韧性:塑胶模具比如保险杠模具由于模具本身很大,所以对于模具钢材的韧性要求很高3,耐腐蚀性能:有些塑胶粒子本身具有腐蚀性,有耐腐蚀要求的就需要选用不锈钢
五金冲压件模具的使用寿命与冲压件模具结构设计、冲压件模具钢材选用、热处理、表面处理、机械加工研磨、线切割工艺,冲压设备、冲压材料及工艺,冲压件模具润滑、保养维修水平差等诸多因素有关。其中引起冲压件模具失效的各种因素中,冲压件模具结构不公道、选材不当约占25%,热处理不当约占45%,工艺题目约占10%;设备题目、滑润题目等因素约占20%。金冲压件安装后要留意保养,防止生锈侵蚀.在日常使用时要轻关轻开
联系方式 联系我时,请告知来自八方资源网!
公司名: 乐清市奥克伦塑胶制品厂
联系人: 徐祥博
电 话: 86-577-62885256
手 机: 13757790268
微 信: 13757790268
地 址: 浙江温州乐清市浙江省乐清市白象镇.镇中西路4栋1号
邮 编: 325603
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 乐清市奥克伦塑胶制品厂
联系人: 徐祥博
手 机: 13757790268
电 话: 86-577-62885256
地 址: 浙江温州乐清市浙江省乐清市白象镇.镇中西路4栋1号
邮 编: 325603
- 相关企业
- 合肥驰翔贸易有限公司
- 合肥轩逸钣金科技有限公司
- 合肥容宇钣金科技有限公司
- 北京中讯通科技有限公司
- 合肥永磊机械加工有限公司
- 合肥林勇冲压件有限公司
- 合肥明威自动化设备有限公司
- 合肥志展精密模具有限公司
- 合肥市沪达机械设备有限公司
- 合肥力新弹簧有限公司
- 商家产品系列
- 充磁机
- 冲压件
- 传声器
- 磁性材料
- 打胶机振动盘
- 大功率发光二极管
- 导线剥皮机
- 点胶机
- 点胶设备
- 电池测试仪
- 电池充电器
- 电磁屏蔽材料
- 排母
- 排针
- 片式电感器
- 片状电容器
- 频率元件
- 齐纳二极管
- 绞线机
- 接线板
- 接线端子
- 接线柱
- 节电设备
- 晶体谐振器
- 晶体振荡器
- 矩形连接器
- 聚合物锂离子电池
- 开关电源适配器
- 抗静电产品
- 空心线圈
- 产品推荐
- 资讯推荐


¥4800.00

东莞常平五金冲压模具 不锈钢产品拉伸模具开发 落料成型模精度高
¥6887.00

¥888.00

¥50.00
¥3000.00










