PCBA加工焊接时对PCB板的工艺要求
- 时间:2024-06-12作者:深圳市英特丽智能科技有限公司浏览:41
PCBA加工焊接时对PCB板的工艺要求
PCBA加工焊接时,会有很多工艺性的应用。工艺的应用带来的就是对PCB板的要求,如果PCB板子存在问题,就会增大加工焊接的工艺难度,较终可能导致焊接缺陷。因此,只有通过合理的规范设计出的PCB板,才能充分发挥设备的加工能力,提高生产效率及产品质量。为了能保证贴片加工焊接质量,英特丽科技整理了一些PCBA加工焊接时对PCB板的工艺要求与大家一起分享,希望给您带来一定的帮助!
1、耐热性
随着PCBA加工工艺的发展和环保的要求,无铅工艺到了广泛的应用,同时无铅工艺对焊接的温度更高,所以对PCB的耐热性提出了更高的要求,无铅工艺在回流焊接时,温度要达到217~245℃,时间持续30~65s,所以,一般PCB板的耐热性要达到260摄氏度,并保持10s的要求。
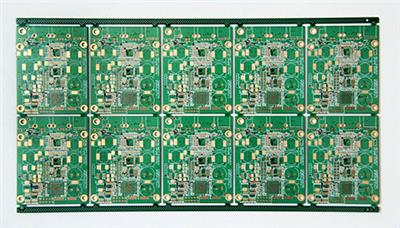
2、PCB外形
PCB一般为矩形,较佳长宽比为3:2或4:3,长宽比例较大时容易产生翘曲变形。建议尽量使PCB尺寸标准化,可以简化加工流程,降低加工成本。
3、PCB尺寸
不同的SMT设备对PCB尺寸要求不同,在PCB设计初期时一定要考虑加工设备的PCB较大和较小贴装尺寸,一般尺寸在50×50mm~400×460mm。
4、PCB工艺边
PCBA加工过程中,是通过轨道传输来完成的,为保证PCB被可靠固定,一般在传输轨道边(长边)预留5mm的尺寸以便于设备夹持,在此范围内不允许贴装器件。无法预留时,必须增加工艺边。对于某些插件过波峰焊的产品,一般侧边(短边)需要预留3mm的尺寸以便挡锡。
5、PCB基准识别点
基准识别点也称Mark,为SMT组装工艺中的所有步骤提供共同的基准点,保证了组装使用的每个设备能精确地定位电路图案。因此,Mark点对PCBA加工至关重要。Mark点一般分为整板Mark、拼板Mark、局部识别Mark(脚间距≤0.5mm),一般规定Mark点中心的标记点为金属铜箔,直径1.0mm,周围空旷对比区直径3mm,金属铜箔和周围空旷区域的颜色对比要明显。在Φ3mm范围内不允许有丝印、焊盘或V-Cut等。
6、拼板设计
一般原则:当PCB单板的尺寸<50mm×50mm时,必须做拼板。使其能转换为符合生产要求的理想尺寸,以便插件和焊接,提高生产效率和设备利用率。但注意拼板尺寸不要太大,而且要符合PCBA加工设备的要求。拼板之间可以采用V形槽、邮票孔或冲槽等;
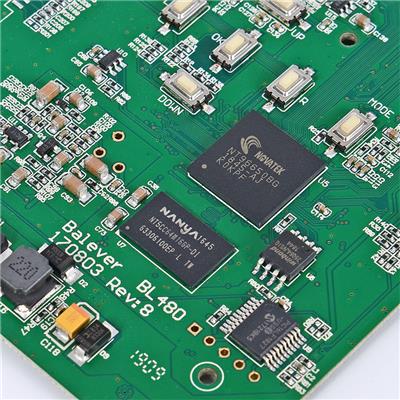
7、能承受溶剂的洗涤
PCBA加工过程中由于锡膏存在助焊剂,使其焊点容易变脏,往往需要洗板水等溶剂进行清洗。所以PCB要能承受溶剂的洗涤,PCBA表面不能出现气泡与发白等—些不良现象。
深圳市英特丽智能科技有限公司专注于PCBA加工,电子主板SMT贴片,DIP插件等
词条
词条说明
PCBA加工中人工目检主要检测什么 目前在pcba加工过程中人工目检主要是通过肉眼或者借助一些比较简单的光学放大仪器,对PCB焊膏印刷和焊点进行人工目检,这是一种投入少且行之有效的方法,对于工艺要求较低、设备和检测设备不完善的厂家来说,人工目检对于提高组装产品质量起到了重要的作用。 人工目检包括:印制PCB人工检查、胶点人工目视检查、焊点人工目视检查和印制PCB表面质量的目视检
PCBA加工中的质量控制的检验方法 在PCBA加工过程中,质量控制与检验是确保较终产品性能和可靠性的关键环节。这一过程涵盖了从原材料准备到成品测试的多个阶段,每一环节都需严格把控。以下文章内容是由英特丽电子科技提供关于PCBA加工中质量控制与检验方法的文章。一、原材料准备阶段的质量控制PCB板质量控制:外观检查:检查PCB板表面是否平整,有无划痕、裂纹或阻焊层损坏。尺寸测量:使用精密测量
SMT加工厂PCB的检验规范 一、检验目的预防缺陷:通过严格的检验流程,提前发现并排除潜在的制造缺陷。保证质量:确保PCB符合设计图纸、客户要求及行业标准。提高效率:减少因质量问题导致的返工和报废,提升生产效率和客户满意度。 二、检验前准备工具准备:准备好必要的检验工具,如显微镜、万用表、游标卡尺、塞尺、静电手环等。环境准备:确保检验区域干净、整洁,无静电干扰,温湿度控制在适宜
贴片及其主要故障 SMC/SMD贴装是SMT产品组装生产中的关键工序。自动贴装是SMC/SMD贴装 的主要手段,贴装机是SMT产品组装生产线中的*设备,也是SMT的关键设备,是决 定SMT产品组装的自动化程度、组装精度和生产效率的主要因素。SMC/SMD通过贴片 机进行组装时,对组装质量较重要的影响因素是贴装压力即机械性冲击应力。因为大多 数SMC/SMD的基材均使用氧化铝陶瓷做成,应
联系方式 联系我时,请告知来自八方资源网!
公司名: 深圳市英特丽智能科技有限公司
联系人: 夏立一
电 话:
手 机: 13642342920
微 信: 13642342920
地 址: 广东深圳宝安区荔园路翰宇湾区创新港4栋2楼
邮 编:
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 广州俱进精密科技有限公司
- 厦门茂实实业有限公司
- 东莞市同芯激光科技有限公司
- 武汉芯速捷多电子有限公司
- 深圳市裕达林电子有限公司
- 东莞市点精科技有限公司
- 羿芃电子科技(上海)有限公司
- 深圳市辰威电子有限公司
- 深圳市小铭工业互联网有限公司
- 广州龙欣电子科技有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥2.50





¥0.01

¥3.20
¥0.01

¥0.01