6ES7288-5AE01-0AA0
- 时间:2018-09-27作者:湖南迪硕自动化设备有限公司浏览:5
| 品牌 | SIEMENS/西门子 | 型号 | 6ES7288-1ST30-0AA0 |
| 结构形式 | 整体式 | 安装方式 | 控制室安装 |
| LD指令处理器 | 硬PLC | I/O点数 | 14 |
| 功能 | *处理器 | 工作电压 | 47V |
| 输出频率 | 43Hz | 处理速度 | 11μs |
| 程序容量 | 13 | 数据容量 | 30 |
| 产品认证 | CE | 环境温度 | -20-60℃ |
| 环境湿度 | 50% | 加工定制 | 否 |
| 重量 | 0.65kg | 产地 | 德国 |
| 外形尺寸 | 10.20 x 10.90 x 8.60mm |
西门子CPUST30处理器6ES7288-1ST30-0AA0是S7-200
SMART,CPU ST30, 标准 CPU,DC/DC/DC, 机载 I/O: 18 个 24V DC 数字输入;12 DO 24V DC; 电源:直流
20.4-28.8V DC, 程序存储器/数据存储器 30 KB
1、概述
在纺织行业,浆纱是一道至关重要的前期工序,它对于织机的效率和成品的质量都有很大影响。而浆纱机的运转状态则直接决定了上浆的质量。浆纱过程中要保持上浆均匀一致,使经纱维持恒定且为较低限的张力,并使回潮率保持不变,就必须对浆液的温度、粘度、经纱张力、烘干温度、及回潮率进行自动控制。由于各部分受控对象处于分散控制状态,浆纱过程中各种技术参数协调性不理想。浆纱机中各部分张力不均匀,会使经纱的断头增加,影响浆纱机及织机的正常操作,并使织物在幅度和长度方面产生差异。
为了解决上述问题,我们与纺织机械厂合作,利用了当今世界**的西门子驱动技术,把浆纱机的主传动从总轴驱动方式改为分阶段控制方式,即机器的各部分分别由单独的电动机驱动,开发了以西门子自动化与驱动技术和产品为基础的双浆槽七单元浆纱机变频伺服驱动控制系统。我们采用变频伺服驱动器驱动主传动各部分的电动机,用可编程控制器(PLC)完成逻辑控制系统,协调各种技术参数,用操作控制单元处理系统信息,使整个系统的控制充分优化。
本控制系统主要用于控制双浆槽七单元浆纱机从纱线的退卷、经过浆槽浸浆、烘房烘干、控制伸长比并按要求的卷绕张力卷绕成轴。在这一工艺过程中,需要进行温度PID控制、压浆辊压力控制、伸长率控制、张力/转矩控制、计长控制及逻辑联锁控制和实现工艺参数的可读性和可调整性,使纱成为具有所需要的温度、湿度、伸长率等使用价值的纱。
2、电气控制系统构成
电气控制系统主要由可编程控器(PLC)、操作控制单元(HMI)、变频伺服驱动器、伺服电机以及回潮检测控制仪等构成。
2.1
管理级
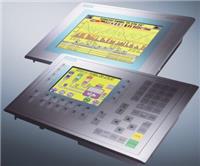
选用西门子较先进的多功能操作控制面板SIMATIC Multi Panel MP370作为人机界面,12.1英寸液晶显示、CCFL背光、TFT-256色、800×600像素,可以全面显示浆纱机的工艺过程和工艺参数,具有设定和储存浆纱品种的工艺参数,检测全机各控制点的工艺参数,进行分析计算和控制;历史数据管理;在线显示工况;故障诊断、效率分析等功能。
2.2
控制级
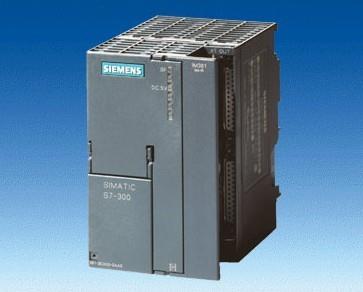
可编程控制器(PLC)完成整个浆纱机的逻辑控制功能,如启停控制,温度、压力、伸长率、回潮率的控制,通讯控制,各过程量数据采集、设定参数下载等。同时,它也是现场总线的主站。PLC选用西门子公司S7-300系列PLC,选用硬件PID功能模块进行温度控制。
利用当今世界较先进的德国mahlo回潮仪,在线测量纱线的回潮率,由回潮检测控制仪输出控制信号和参考信号,PLC自动控制全机车速在设定范围内升降,以达到控制回潮率的目的。
2.3
驱动级
电气驱动采用西门子较新的“运动控制系统”
MASTERDRIVER MC伺服驱动器和数字伺服电机,实现浆纱工艺过程的高速度和高精度。
变频伺服驱动器直接连接旋转编码器反馈信号,同时通过Profibus
DP总线联网,作为现场总线的从站,向PLC传输数据和接收控制信号,调节各单元伺服电机的速度。
2.4
通讯协议
MP370控制操作面板、可编程控制器(PLC)、伺服驱动器之间通过高速现场总线Profibus
DP连成现场控制网络,通讯速度高达12Mbps。
2.5
机器操作
操作按钮
蜗牛按钮:机器车速等于2米/分时,按此按钮机器以1米/分车速运行。
爬行按纽:任何情况下,按此按钮机器以2米/分车速运行。
升速按钮:机器车速大于2米/分时按此按钮机器点动升速。
降速按钮:机器车速大于2米/分时按此按钮机器点动降速。
停车按钮:按此按钮后机器车速0米/分,卷绕电机保持卷绕张力。
连锁旋钮:旋此旋钮,全机任何一处都无法开机。
打印按纽:按此按钮电磁铁吸合打印。
伸缩筘旋扭:旋此旋扭伸缩筘或抬或落。
正、反转旋扭:旋此旋钮织轴马达正转或反转。
测长棍旋钮:旋此旋扭测长棍抬起或落下。
剪切按钮:在按过松纱按钮卷绕张力减小为零,按此按钮卷绕电机复位,机器处于安全割纱状态。
松纱按钮:在车速等于0米/分时,按此按钮织轴卷绕张力减小为零。
卷绕使能按钮:按此按钮卷绕电机开始输出扭矩,在拖引辊和织轴间建立卷绕张力。
小墙板Ⅰ0
Ⅱ为旋扭:此三位旋钮选择小墙板的三个运行方式。
0位:小墙板单个运行
Ⅰ位:小墙板同向运行
Ⅱ位:小墙板反向运行
左小墙板按纽:
←按纽:此按钮控制左小墙板向左运行(0位),或左右小墙板同时向左运行(Ⅰ位),或左小墙板向左、右小墙板向右运行(Ⅱ位)。
→按纽:此按钮控制左小墙板向右运行(0位),或左右小墙板同时向右运行(Ⅰ位),或左小墙板向右、右小墙板向左运行(Ⅱ位)。
落轴按钮:此按钮控制落轴气缸落轴。
上轴按钮:此按钮控制上轴。
压纱辊落:此按钮控制压纱辊落下。
压纱辊抬:此按钮控制压纱辊抬起。
离合缸合按钮:此按钮控制离合抱紧,使织轴与电机轴连接。
离合缸分按钮:此按钮控制离合松开,使织轴与电机轴脱开。
右小墙板按钮(与左小墙板相同)
中间操纵盒按钮:
伸缩筘左按纽:控制右侧伸缩筘马达左移。
伸缩筘右按纽:控制左侧伸缩筘马达右移。
伸缩筘分按纽:控制左侧伸缩筘马达,使伸缩筘扩幅。
伸缩筘合按钮:控制左侧伸缩筘马达,使伸缩筘收幅。
湖南迪硕自动化设备有限公司专注于西门子代理商,长期回收西门子模块,中国西门子代理商等
词条
词条说明
概述 基本型模块,用于计算、闭环和开环控制任务 PROFIBUS DP 接口,用于连接分布式 I/O 和驱动器 通过扩展模块进行模块化设计,用于进行 I/O 扩展和通讯 应用 FM 458-1 DP 基本模块执行完整的闭环控制和计算任务。 达到100μs的较短的采样时间甚至可以处理动态控制任务。 设计 64 位 RISC处理器,用于较大计算功率 8 个快速数字量输入,用于多至 8 项报警任务(中
我公司是一家专业销售,维修西门子工业自动化产品,团队成立几十年,凭借高**的技术和专业的服务!一致得到客户的**!欢迎来电质询高品质西门子产品! 联系人 :瞿章明(销售工程师) 手机 &n
我公司是一家专业销售,维修西门子工业自动化产品,团队成立十几年,凭借高**的技术和专业的服务!一致得到客户的**!欢迎来电质询高品质西门子产品! 欢迎来电质询高品质西门子自动化产品; 联系人 : 瞿章明(销售工程师) 联系电话: &nb
本机集成14输入/10输出共24个数字量I/O点,2输入/1输出共3个模拟量I/O点,可连接7个扩展模块,大扩展值至168路数字量I/O点或38路模拟量I/O点。20K字节程序和数据存储空间,6个独立的高速计数器(100KHz),2个100KHz的高速脉冲输出,2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。本机还新增多种功能,如内置模拟量I/O,位
联系方式 联系我时,请告知来自八方资源网!
公司名: 湖南迪硕自动化设备有限公司
联系人: 瞿章明
电 话: 13217430013
手 机: 13217430013
微 信: 13217430013
地 址: 上海松江九亭上海市松江区辰塔路1205弄10号401
邮 编: 201600
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 湖南迪硕自动化设备有限公司
联系人: 瞿章明
手 机: 13217430013
电 话: 13217430013
地 址: 上海松江九亭上海市松江区辰塔路1205弄10号401
邮 编: 201600
- 相关企业
- 天津飞思智能科技有限公司
- 中海德(福建)工业设备有限公司
- 上海精铧自动化科技有限公司
- 无锡奥世莱信息技术有限公司
- 福建世福自动化科技有限公司
- 成都菱捷自动化科技有限公司
- 福建科盛共创机电设备有限公司
- 上海拓关自动化科技有限公司
- 武汉西科天成工程技术有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥666.00

¥1225.00

¥666.00






¥1320.00













